Skip to content
Skip to content

Em meio a pilhas de material desperdiçado e dezenas de protótipos descartados, Daniel Norée e Paulo Kiefe sentiam que precisava haver uma maneira mais eficiente de fazer as coisas. O ano era 2015, e a dupla tinha a tarefa de testar as impressoras da Creative Tools, uma empresa de impressão 3D sediada na Suécia. O trabalho exigia imprimir diversos projetos com detalhes específicos, propositalmente difíceis de reproduzir com precisão. Cada modelo consumia longas horas de impressão apenas para identificar uma única falha, para então acabar na lixeira. Foi nesse cenário que o Benchy nasceu. O Benchy — apelidado por seus criadores de “o alegre teste de tortura da impressão 3D” — é uma peça única que concentra uma série de desafios de impressão, incluindo:
- Overhangs (partes salientes sem suporte)
- Superfícies curvas e suaves
- Furos cilíndricos (sem suportes)
- Detalhes extremamente finos
O pequeno barco também é um teste ideal para detectar:
- Warping (empenamento ou deformação das bordas)
- Problemas na primeira camada (como o “pé de elefante”)
- Inconsistência na altura das camadas
- Falhas no gerenciamento térmico (resfriamento)
- Problemas no controle de movimento dos eixos
Tudo isso em uma escala que leva pouco mais de uma hora para ser concluída na maioria das impressoras. O Benchy não só agiliza o processo de avaliação da capacidade de uma impressora 3D, como também resulta em uma peça simpática e digna de ser exibida na prateleira. O visual peculiar do Benchy conquistou uma legião de fãs fervorosos e garantiu seu lugar como um ícone da impressão 3D, com seu próprio site e um grupo de fãs no Facebook com mais de sete mil membros. Dez anos após sua criação, ele é considerado o objeto mais impresso em 3D de todos os tempos e continua sendo a impressão mais popular no Thingiverse. O artigo analisa por que ele é tão útil e como o Benchy se consagrou como o grande aliado na calibração de impressoras 3D.
Diagnóstico de Problemas com um Benchy

A tabela abaixo resume 13 dos defeitos mais comuns que um Benchy pode revelar, suas causas prováveis e as soluções recomendadas.
| Defeito | Como Aparece no Benchy | Causas Prováveis | Correções Sugeridas |
| Stringing (Formação de Fios) | Fios finos, como teias de aranha, entre as paredes da cabine, na chaminé ou através das aberturas. | Retração mal ajustada, temperatura do bico muito alta, filamento úmido. | Ajuste a distância/velocidade de retração, reduza a temperatura do bico e seque o filamento. |
| Super-extrusão (Over-extrusion) | Camadas do casco irregulares e com excesso de material; superfícies ásperas; plástico sobrando ao redor dos detalhes. | Multiplicador de extrusão/taxa de fluxo muito alto, diâmetro do filamento mal calibrado. | Calibre os passos da extrusora (E-steps), verifique o diâmetro do filamento, reduza a taxa de fluxo. |
| Sub-extrusão (Under-extrusion) | Falhas nas paredes, camadas fracas, camadas de topo incompletas. | Bico entupido, E-steps incorretos, multiplicador de extrusão baixo, alimentação de filamento deficiente. | Limpe o bico, recalibre a extrusora, aumente ligeiramente o fluxo e verifique a tensão do tracionador. |
| Warping (Empenamento) | Cantos do casco se levantando da mesa, base distorcida. | Má adesão à mesa, mesa muito fria, ambiente com correntes de ar. | Use brim/raft, aumente a temperatura da mesa, aplique um adesivo auxiliar, feche a impressora. |
| Layer Shift (Deslocamento de Camada) | As paredes da cabine ou a chaminé parecem deslocadas ou desalinhadas. | Correias frouxas, superaquecimento dos drivers dos motores, obstrução mecânica. | Aperte as correias, verifique as polias, garanta o movimento suave dos eixos e melhore o resfriamento dos drivers. |
| Bridging (Pontes) com Defeito | Filamento caído sob o teto da cabine ou no topo das janelas. | Resfriamento insuficiente, velocidade de impressão muito alta, extrusão muito quente. | Aumente a velocidade da ventoinha de resfriamento da peça, diminua a temperatura de impressão e reduza a velocidade para pontes. |
| Problemas em Overhangs | Bordas caídas ou deformadas sob o teto da cabine, na chaminé ou na proa. | Resfriamento insuficiente, ângulo de balanço excede a capacidade da impressora. | Melhore o resfriamento da peça, reduza a temperatura de impressão e diminua a velocidade. |
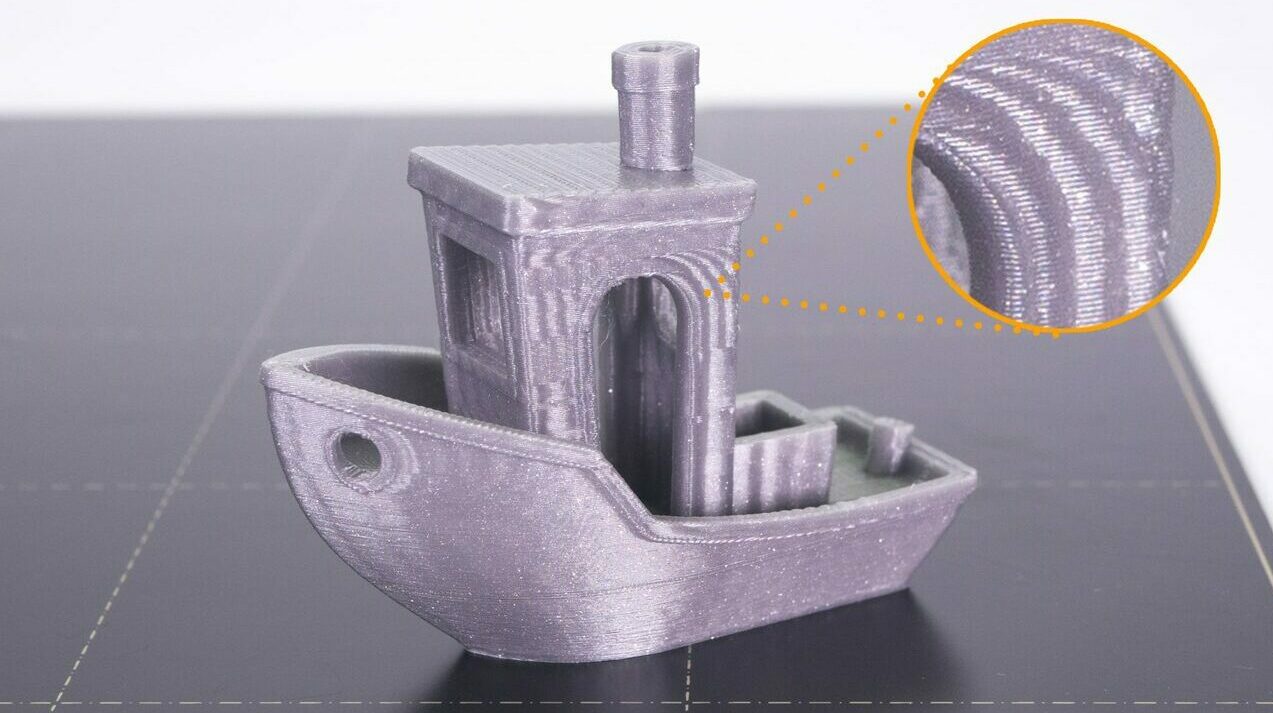
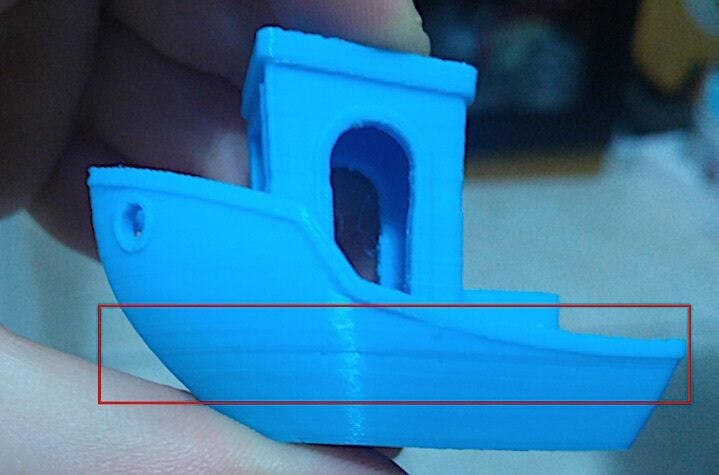
| Z-Banding (Faixas no eixo Z) | Padrões ondulados na horizontal ao longo do casco ou da chaminé. | Movimento inconsistente do eixo Z, fuso torto, lubrificação deficiente. | Verifique o alinhamento do fuso do eixo Z, limpe/lubrifique as roscas e aperte os acopladores. |
| Ghosting / Ringing (Efeito Fantasma) | Ondulações, como ecos, perto de detalhes como as janelas, o texto ou bordas afiadas. | Velocidade de impressão muito alta, correias frouxas, vibração da estrutura. | Reduza a velocidade/aceleração, aperte as correias, estabilize a estrutura da impressora. |
| Falhas no Topo (Top Layer) | Lacunas ou buracos no convés superior ou no teto da cabine. | Poucas camadas de topo, sub-extrusão, sobreposição do preenchimento muito baixa. | Aumente o número de camadas sólidas de topo, verifique a calibração da extrusão, aumente a sobreposição do preenchimento. |
| Pé de Elefante (Elephant Foot) | Primeira camada esmagada e mais larga na base do casco. | Mesa muito quente, bico muito próximo da mesa, compressão excessiva da primeira camada. | Reduza ligeiramente a temperatura da mesa, ajuste o Z-offset, reduza o multiplicador de extrusão da primeira camada. |
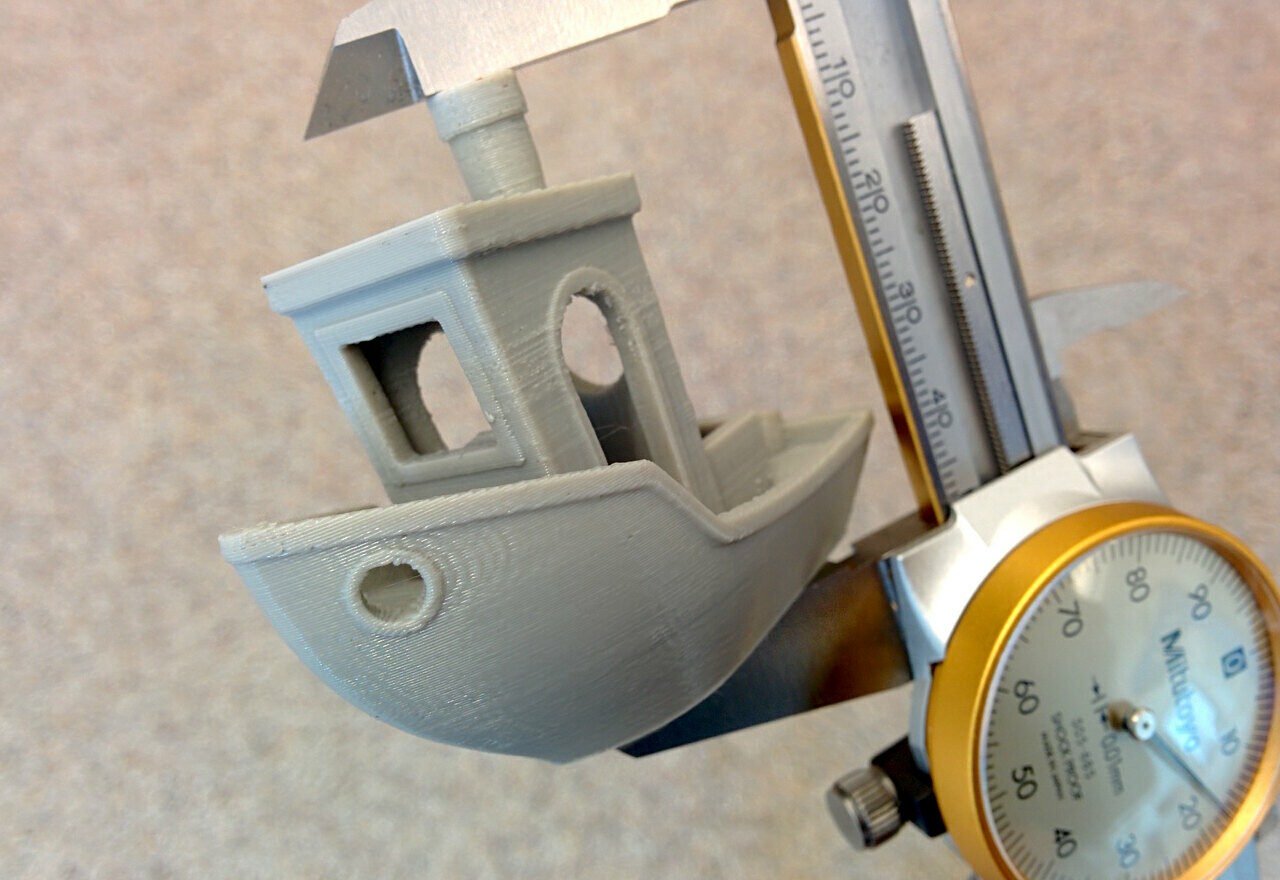
| Imprecisão Dimensional | Janelas, portas ou o casco não têm as medidas corretas. | Passos/mm (steps/mm) mal calibrados, contração do material devido ao resfriamento. | Calibre os steps dos eixos X e Y, ajuste a escala no fatiador, otimize o resfriamento. |
| Superfície Áspera | Superfícies do teto ou do casco com acabamento irregular. | Problemas de resfriamento, temperatura muito alta, extrusão inconsistente. | Melhore o resfriamento, reduza a temperatura de impressão e garanta a qualidade do filamento. |