Skip to content
Skip to content

Encontre as configurações de impressão PETG perfeitas para suas necessidades ajustando a temperatura, a disposição das linhas, a velocidade de impressão e as configurações de retração!
PETG é a abreviação de polietileno tereftalato glicol modificado . Isso pode significar algo para você que gosta de química, mas para o resto de nós, é simplesmente o tipo de plástico mais usado no planeta (na forma de PET).
Você pode encontrá-lo em garrafas plásticas, recipientes de alimentos, embalagens, brinquedos, utensílios de cozinha e produtos plásticos mais comuns. Além disso, esse plástico reciclável pode ser moldado por injeção, sopro, termoformado, dobrado, cortado e, mais recentemente, impresso em 3D.
Não entraremos em detalhes sobre a química do PETG neste artigo, mas nos concentraremos na impressão 3D com ele como filamento. Existem muitas opções excelentes de filamentos por aí, mas encontrar as configurações certas para uma impressão perfeita pode exigir alguns ajustes.
Neste artigo, abordaremos tudo o que você precisa saber para obter as melhores impressões PETG possíveis. Das configurações da sua impressora às dicas de fatiamento, nós ajudamos você.
Aviso: Experimentação recomendada

O PETG é um material muito útil, com boas propriedades mecânicas e visuais. Antes de começarmos com dicas de impressão, aqui estão algumas características do material:
- Temperatura de transição vítrea: ~80 °C
- Densidade: 1,27 g/cm3 (maior que PLA e ABS)
- Resistente à maioria dos produtos químicos (como ácidos, álcalis e solventes)
Apesar de ser um material bastante popular, pode ser difícil de imprimir, especialmente para iniciantes. Você pode encontrar muitas dicas na internet sobre diferentes configurações que se contradizem. A verdade é que as configurações de uma impressora não necessariamente se aplicam às outras. Muitas vezes, você precisará ajustar alguns parâmetros de impressão após trocar o carretel de PETG que está usando.
Com o PETG, uma coisa é certa: você terá que experimentar para encontrar as melhores configurações para a sua impressora. Este artigo deve ser um bom ponto de partida.
Preparando a cama

Vamos começar de baixo: certifique-se de que sua cama esteja nivelada e limpa.
Se você já imprimiu com PLA ou ABS , sabe que a folga entre o bico e a mesa precisa ser justa. Já o PETG precisa de uma folga razoável. Se você costuma usar um pedaço de papel para ajustar a folga entre a mesa e o bico para PLA, use três folhas de papel para PETG.
Embora seja possível imprimir PETG sem uma cama aquecida, recomendamos uma. A maioria dos fabricantes sugere temperaturas entre 50 e 80°C. Comece com 70 °C e aumente gradualmente se notar algum problema de adesão à cama.
Você provavelmente vai querer usar um adesivo na sua mesa de impressão – cola em bastão ou fita azul , por exemplo – especialmente se estiver imprimindo em uma mesa de impressão de vidro. Para facilitar a remoção da impressão, deixe-a esfriar antes de removê-la.
Temperatura, Retração e Encordoamento
As configurações de temperatura e retração para impressão em PETG estão intimamente relacionadas. Vamos analisar cada uma delas em detalhes:
Temperatura
O PETG normalmente imprime em temperaturas entre 220 e 255 °C. Mas antes de aquecer o bico, lembre-se de que as extremidades quentes que incorporam tubos de PTFE são limitadas a 250 °C – qualquer temperatura acima disso danificará a extremidade quente.
A temperatura do bico desempenha um papel fundamental na qualidade da impressão. Temperaturas muito altas podem causar muitos fios e vazamentos, mas temperaturas muito baixas podem fazer com que a extrusora comece a pular.
Aqui está um teste fácil para verificar se você acertou a temperatura da extremidade quente: comece com uma temperatura de até 220 °C e faça alguns testes de impressão. Se você ouvir um ruído de batida durante a impressão, sua extrusora está pulando, e você deve aumentar a temperatura do bico em 5 °C. Repita o teste até que a extrusora pare de pular.
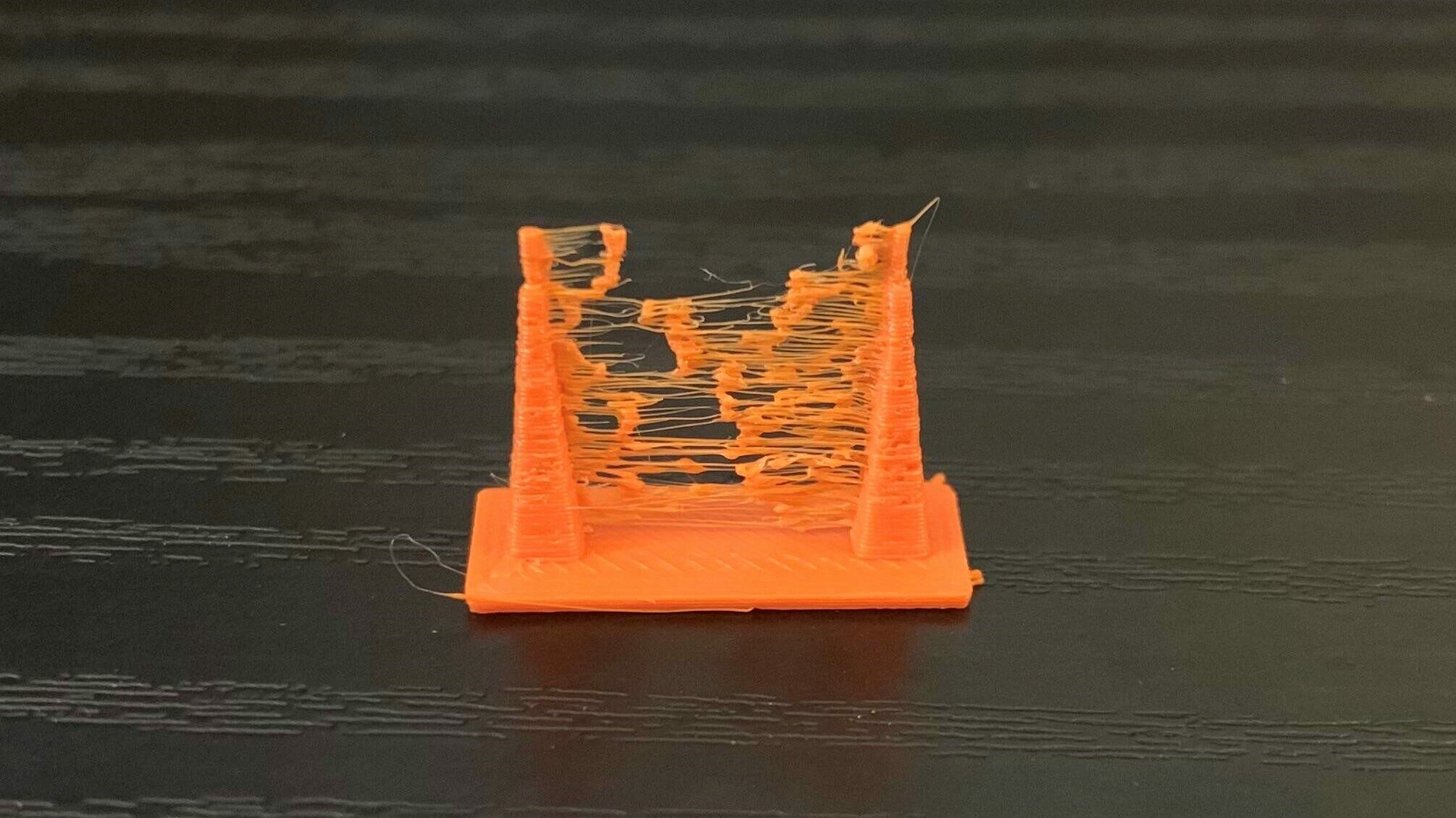
Como mencionado, ao imprimir em altas temperaturas, existe o risco de formação de fios e vazamentos. E como o PETG é um material muito forte e elástico, os fios são difíceis de remover. Se você estiver na temperatura mais baixa sem saltos na extrusora e ainda houver formação de fios, tente ajustar as configurações de retração.
Retração
Não use velocidades altas aqui; pode funcionar com ABS e PLA, mas não com PETG. Defina a velocidade de retração para cerca de 25 mm/s para extrusoras Bowden e de acionamento direto. A distância de retração deve ser definida em cerca de 6 ou 7 milímetros para extrusoras Bowden e 3 ou 4 milímetros para extrusoras de acionamento direto. Com PETG, a velocidade de retração é mais importante do que a distância. Se ainda houver vazamento e formação de fios, tente diminuir a velocidade de retração.
Se você ainda estiver com problemas de retração após ajustar as configurações repetidamente, verifique também a tensão do filamento e se a engrenagem da extrusora está devidamente apertada. Você não deve conseguir puxar o filamento com muita facilidade.
Outro parâmetro que ajudará a reduzir o gotejamento é a velocidade de deslocamento. O PETG tende a pingar da ponta do bico, especialmente se a temperatura do bico estiver alta. Para combater isso, tente aumentar a velocidade de deslocamento o máximo possível.
Velocidade do ventilador e resfriamento
O PETG imprime muito bem sem ventiladores. Ao contrário de outros materiais que exigem ventiladores durante a impressão, o PETG funciona melhor sem eles. Se notar rachaduras e delaminação nas suas impressões, desligue os ventiladores, pois imprimir sem eles aumenta a adesão das camadas.
Dito isso, modelos com tempos de camada curtos podem se beneficiar de um pouco de resfriamento. Tente ajustar a ventoinha entre 20% e 50% para ajudar a resfriar as camadas. As ventoinhas também podem ser úteis se você quiser mais detalhes na sua impressão ou se estiver imprimindo pontes.
Suportes

Como o PETG possui boa adesão de camadas, pode ser difícil remover os suportes. Se você tiver a sorte de ter uma impressora 3D com extrusora dupla, sua melhor opção é usar filamentos solúveis, como PVA ou HIPS.
Mas se você tiver uma impressora com extrusora única, nem tudo está perdido. Deixe um espaço entre o suporte e a peça com a configuração de distância Z. Um espaço de 0,1 mm é um bom ponto de partida e geralmente oferece bons resultados. Assim como com todos os outros parâmetros, você deve testar os valores para encontrar o melhor ajuste.
Velocidade

O PETG é muito sensível à velocidade de impressão. Imprima muito rápido e você terá baixa adesão de camadas, falhas na extrusora e baixa qualidade de impressão. Mas imprima muito devagar e você acabará com peças deformadas, fios e vazamentos.
Você terá que encontrar o ponto ideal com a impressora e o filamento que está usando. É melhor começar com uma velocidade de impressão baixa. Sugerimos começar com 15 mm/s e aumentar a velocidade gradualmente. Os movimentos de deslocamento devem ser o mais rápidos possível, pelo menos 120 mm/s, para evitar vazamentos.
Este artigo foi inicialmente publicado por All3DPrint.