Skip to content
Skip to content


Se alguém tem alguma experiência com impressoras 3D de filamento, certamente já precisou usar estruturas de suporte em algum momento. Se usuários já tiveram dúvidas, frustrações ou até falhas de impressão por causa delas, essas preocupações podem ser resolvidas. Este guia contém tudo o que é preciso saber sobre estruturas de suporte para usá-las com confiança, do início ao fim.
As estruturas de suporte são frequentemente consideradas um “mal necessário” na impressão 3D. Elas são absolutamente essenciais para modelos com saliências (overhangs) ou pontes (bridges) complexas, mas podem ser frustrantes por aumentarem os custos de material, exigirem mais trabalho de pós-processamento e, às vezes, até danificarem o acabamento superficial da peça. Portanto, garantir suportes adequados é um aspecto crucial na impressão 3D de modelos complexos.
Este artigo aborda todos os aspectos das estruturas de suporte para impressão 3D, desde os tipos até as configurações no fatiador, para que seja possível imprimir com o conhecimento e a confiança necessários para obter impressões 3D perfeitas.
Estruturas de Suporte: Nada a Temer
Nos últimos anos, muitos dos desafios e complexidades da impressão 3D foram superados. A introdução de novas tecnologias e um foco maior na experiência do usuário (UX) por parte dos fabricantes proporcionaram a muitos uma experiência muito mais simples, intuitiva e refinada.
Antigamente, as estruturas de suporte intimidavam muitos usuários de impressão 3D. Eram vistas como um obstáculo e, basicamente, ninguém queria ter que lidar com elas. A reputação de serem difíceis de manusear fazia com que fossem evitadas sempre que possível.
As coisas melhoraram bastante, especialmente com novas tecnologias como sistemas de gerenciamento de materiais e softwares mais avançados. Um bom exemplo de como as coisas mudaram é o filamento PVA, um material de suporte solúvel comum. Esse filamento, que absorve muita água (é altamente higroscópico), era usado apenas brevemente para impressões, e provavelmente somente se o usuário tivesse uma impressora 3D com duplo extrusor. Hoje em dia, porém, é possível armazená-lo em um sistema de gerenciamento de materiais com controle de temperatura e umidade e tê-lo conectado à impressora 3D o tempo todo, junto com outros filamentos preferidos, pronto para uso imediato.
É provável também que, com opções de software aprimoradas, os suportes aplicados automaticamente (com as opções escolhidas para o modelo) sejam suficientes para uma impressão bem-sucedida. Com os filamentos já armazenados em ambientes controlados e conectados à impressora, é bem possível que se consiga imprimir o modelo, totalmente suportado, diretamente pelo fatiador com apenas alguns cliques.
Isso não significa que não serão abordados os detalhes dos suportes aqui. Nem todo mundo tem a tecnologia mais recente e de ponta. E nem todo mundo quer tê-la.
De qualquer forma, as estruturas de suporte não devem ser motivo de preocupação. Este guia ajudará o leitor, para que seja possível iniciar o processo de impressão com calma e confiança.
Estruturas de Suporte: O que são e quando são necessárias

As impressoras 3D FDM (Modelagem por Deposição Fundida) funcionam depositando camada sobre camada de termoplásticos para criar um objeto tridimensional. Por isso, cada nova camada precisa ser suportada pela camada inferior. Se o modelo tiver uma saliência ou ponte sem suporte, há uma grande chance de o material ceder ou da impressão falhar. Para evitar esse problema, será preciso usar estruturas de suporte adicionais impressas em 3D para garantir uma impressão bem-sucedida.
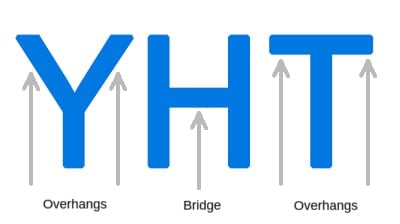
Aqui estão alguns exemplos de saliências e pontes ilustrados com a ajuda das letras Y, H e T.
Saliências: A Regra dos 45 Graus
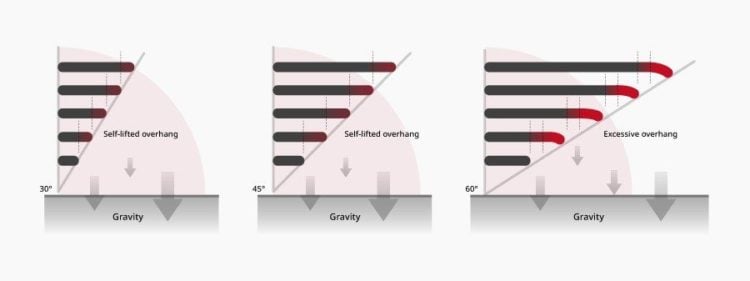
Boas notícias: nem todas as saliências precisam de suporte. A regra geral é que, se uma saliência estiver inclinada em um ângulo inferior a 45 graus em relação à vertical, é possível imprimi-la sem usar suportes.
As impressoras 3D utilizam um pequeno deslocamento horizontal (quase imperceptível) entre camadas consecutivas. Assim, uma camada não se encaixa perfeitamente sobre a anterior, a menos que uma parede vertical seja impressa. Isso permite que a impressora imprima saliências que não se inclinem muito em relação à vertical. De modo geral, qualquer inclinação inferior a 45 graus (em relação à vertical) pode ser suportada pelas camadas anteriores, enquanto qualquer inclinação superior a esse valor, não. O ângulo de 45 graus é considerado o limite entre o sucesso e a falha.
Esse aspecto é melhor ilustrado com as letras Y e T. As duas saliências na letra Y têm um ângulo inferior a 45 graus (em relação à vertical). Portanto, se alguém quiser imprimir a letra Y, pode fazê-lo sem usar suportes.

Por outro lado, as saliências na letra T formam um ângulo de 90 graus com a vertical. Portanto, é necessário usar suportes para imprimir a letra T, caso contrário, os resultados serão ruins – como ilustrado abaixo.

Lembre-se de que a regra dos 45 graus é uma métrica padrão em softwares de fatiamento para suportes automáticos, visando compensar diversas variáveis e ainda obter resultados satisfatórios. Usuários experientes costumam ajustar parâmetros como velocidade de impressão ou a taxa de resfriamento para aumentar o ângulo de saliência possível e ainda obter impressões bem-sucedidas.
Também se encontram fabricantes de impressoras 3D FDM afirmando que suas máquinas são capazes de imprimir ângulos de saliência maiores por padrão. Isso pode ocorrer porque suas máquinas vêm com parâmetros de processo avançados e hardware mais robusto. No entanto, isso não significa que o mesmo resultado não possa ser alcançado por uma impressora “padrão” e um operador experiente.
Pontes: A Regra dos 10 mm
Assim como acontece com as estruturas em balanço (saliências), nem todas as pontes precisam de suporte. A regra geral é que, se uma ponte tiver menos de 10 mm de comprimento, a impressora poderá imprimi-la sem suportes.
Para isso, a impressora utiliza uma técnica chamada ponteamento (bridging) – onde ela extrui o material quente por curtas distâncias, esticando-o para minimizar a flacidez ou o arqueamento (sagging).
No entanto, se a ponte tiver mais de 10 mm de comprimento, essa técnica geralmente não funciona. Nesse caso, é necessário adicionar suportes para evitar que ela ceda.
Novamente, essa distância deve ser considerada apenas como uma regra geral. Ajustes de parâmetros, especialmente o resfriamento ativo e a velocidade de impressão, podem melhorar significativamente os resultados do ponteamento, que podem ir muito além do limite de 10 mm.
Teste os Limites da Impressora
Ambas as regras práticas relativas a saliências e pontes são apenas isso – regras práticas. Muito depende da impressora, do seu estado de manutenção e do material que está sendo usado. Impressoras mal calibradas ou com manutenção deficiente podem não conseguir imprimir saliências com um ângulo de 35 ou 40 graus em relação à vertical, enquanto impressoras bem calibradas conseguem lidar com saliências e pontes mais extremas. Portanto, antes de começar a imprimir modelos complexos, é uma boa prática avaliar a capacidade da impressora.
Felizmente, isso é bastante fácil de fazer. Para saliências, basta baixar e imprimir um modelo de teste de saliências (overhang test). Este tipo de modelo possui uma série de saliências que variam em ângulos (por exemplo, de 20 a 70 graus, com incrementos de 5 graus). Para testar o ponteamento, um modelo de teste de pontes (bridging test) mostrará até onde o limite pode ser levado. Como alternativa, pode-se sempre usar modelos de calibração gerais (como o “Benchy”) que também incluem pontes e saliências.
Compare a precisão dimensional e a qualidade da superfície das peças resultantes para identificar o ângulo em que η impressora começa a apresentar falhas. Este é o ângulo máximo de saliência ou distância de ponte que a impressora consegue imprimir sem suporte, nas configurações escolhidas. É útil anotar esse valor para que essa informação possa ser usada posteriormente para decidir onde usar suporte e onde não usar.
Essas dicas vão facilitar seu processo de impressão 3D com filamento. Compre na Loja 3D e receba CashBack para sua próxima compra!
Fonte: All3DP