Skip to content
Skip to content
A velocidade de impressão 3D é uma consideração importante, pois algumas peças podem levar horas, até dias para serem impressas. Continue lendo para saber como imprimir em 3D mais rápido!
Se você já trabalhou com uma impressora 3D FDM, provavelmente sabe como pode ser lento imprimir qualquer coisa grande ou densa. De fato, existem muitos fatores limitantes para obter impressões rápidas sem comprometer a qualidade.

Para chegar perto da qualidade de uma peça fabricada tradicionalmente, como um tijolo de Lego moldado por injeção, você normalmente precisa imprimir com velocidades mais lentas e outras configurações que aumentam o tempo para manter os detalhes. Isso porque, no nível mais básico, a qualidade de impressão e a velocidade de impressão estão inversamente correlacionadas, o que significa que quando uma sobe, a outra desce.
Mas isso é apenas parte da história. Há muitas maneiras de reduzir o tempo de impressão sem prejudicar os resultados, mas pode dar algum trabalho identificar e ajustar as configurações corretas para equilibrar o baixo tempo de impressão e a alta qualidade de impressão. Esse processo de ajuste é repetitivo e tedioso, envolvendo ajustes nas configurações e testes de impressão até atingir o tempo de impressão que procura sem defeitos de qualidade significativos.
Muitas configurações afetam a velocidade e, neste artigo, veremos o que você pode fazer para reduzir o tempo de impressão. Primeiro, veremos os sistemas de movimento adequados para impressão em alta velocidade. Em seguida, vamos nos aprofundar nas configurações de velocidade do cabeçote de impressão, bem como em outras configurações que precisam ser ajustadas para equilibrar velocidades mais rápidas. Depois disso, revisaremos outras configurações de impressão importantes que podem ajudar a reduzir o tempo de impressão, usando o Cura como o fatiador de exemplo. Desfrute!
Sistema de movimento
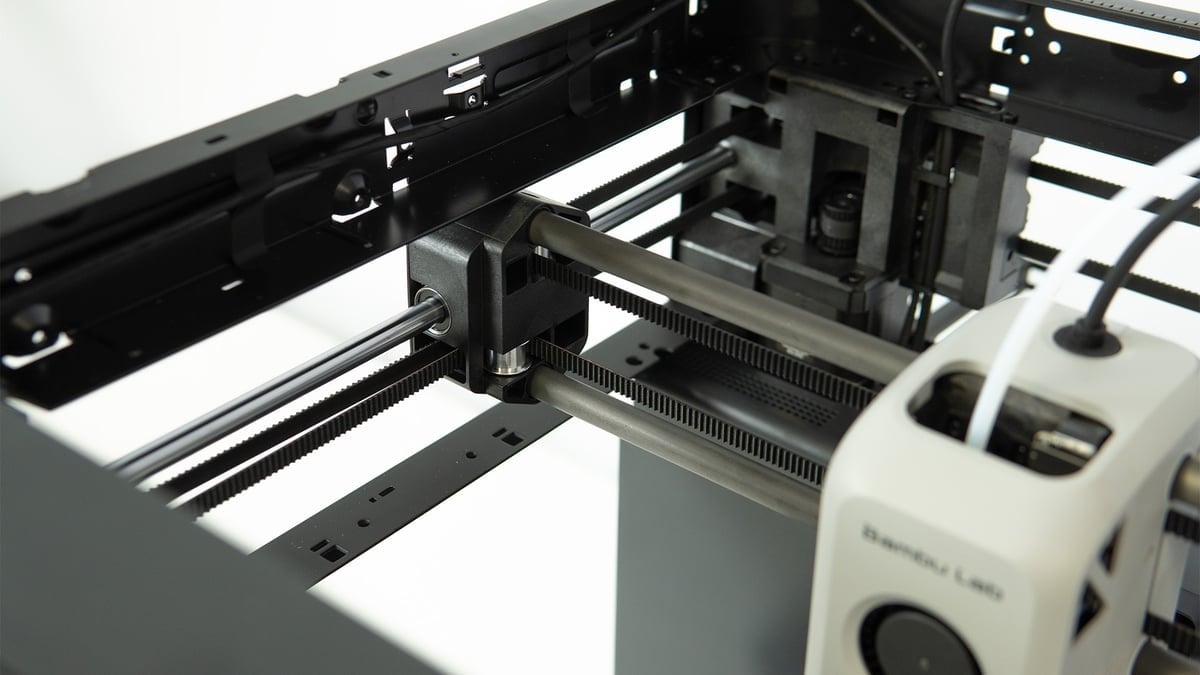
Nem todas as impressoras 3D são construídas da mesma forma, e não estamos falando apenas dos componentes, mas sim do sistema de movimento que elas usam em seu design. Algumas impressoras 3D são mais rápidas do que outras simplesmente porque usam um sistema de movimento que permite movimentos mais rápidos, como impressoras delta ou CoreXY.
As impressoras Delta geralmente são bastante altas e têm uma mesa fixa com um cabeçote de impressão que é movido por três motores de passo montados verticalmente. Por outro lado, as impressoras CoreXY têm um cabeçote de impressão que se move ao longo dos eixos X e Y enquanto a base se move para cima e para baixo. Ambos os sistemas de movimento se beneficiam de não ter que mover a cama no eixo Y, ao contrário dos lançadores de cama. Isso retarda as coisas, pois as mesas de impressão geralmente são pesadas.
O sistema de movimento, juntamente com a qualidade dos componentes, determinará a velocidade de impressão possível para sua impressora. É importante saber com que tipo de impressora você está trabalhando e observar os valores de velocidade de outros fabricantes que usam impressoras de estoque ou modificadas.
Velocidade de impressão
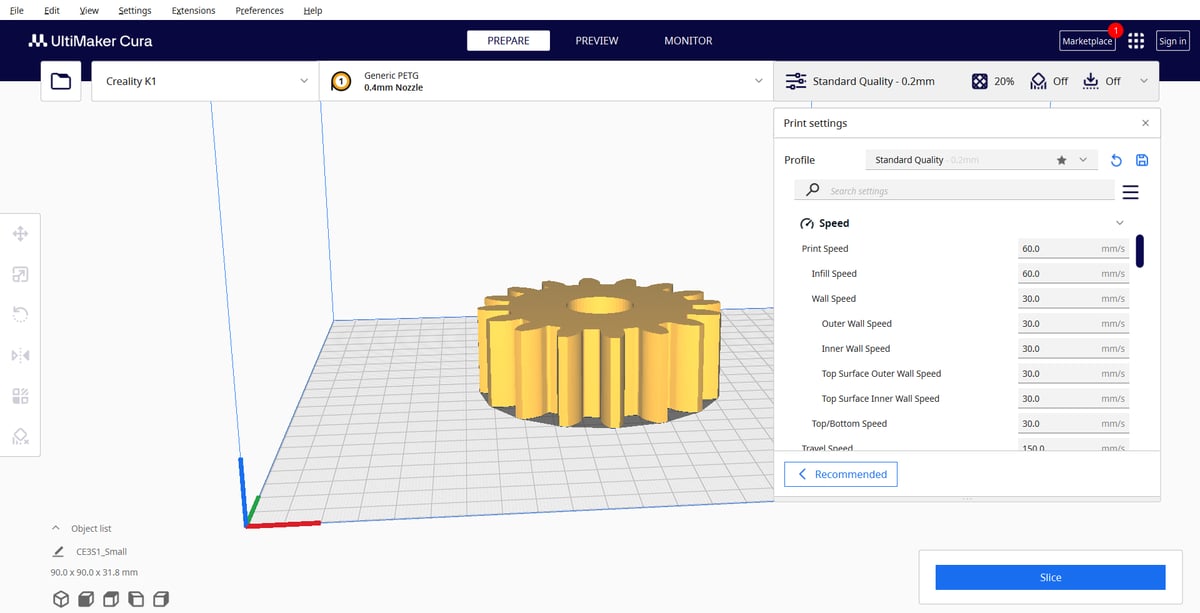
Suas configurações de velocidade de impressão contêm os diferentes valores de velocidade para sua impressora quando ela está executando ações específicas (preenchimento, paredes, camadas superior e inferior e outras ações de impressão). A primeira coisa que você deve fazer é abrir seu fatiador, ir para a seção de configurações de velocidade e certificar-se de que todas as configurações ajustáveis estejam visíveis para que você tenha uma visão completa de suas opções.
Para as velocidades de impressão definidas mais lentamente por padrão, você pode começar aumentando-as para serem iguais aos outros valores. As exceções incluem se a peça que você está imprimindo for destinada à exibição, caso em que você pode definir a velocidade de “Parede” um pouco mais baixa do que as outras velocidades de impressão. Ao mesmo tempo, certifique-se de aumentar a “Velocidade da saia/aba” se estiver usando uma, pois essa velocidade é mais lenta por padrão, mas não afetará a qualidade da impressão final.
Para PLA e ABS, algumas velocidades típicas são de 40 a 60 mm/s, mas você pode tentar ainda mais rápido. Ao aumentar a velocidade de impressão, faça-o em intervalos de 5 mm/s, pois uma alteração muito grande pode apresentar muitos problemas ao mesmo tempo. É melhor resolver problemas de qualidade de impressão um por um e em incrementos, em vez de atacá-los todos de uma vez.
Temperatura
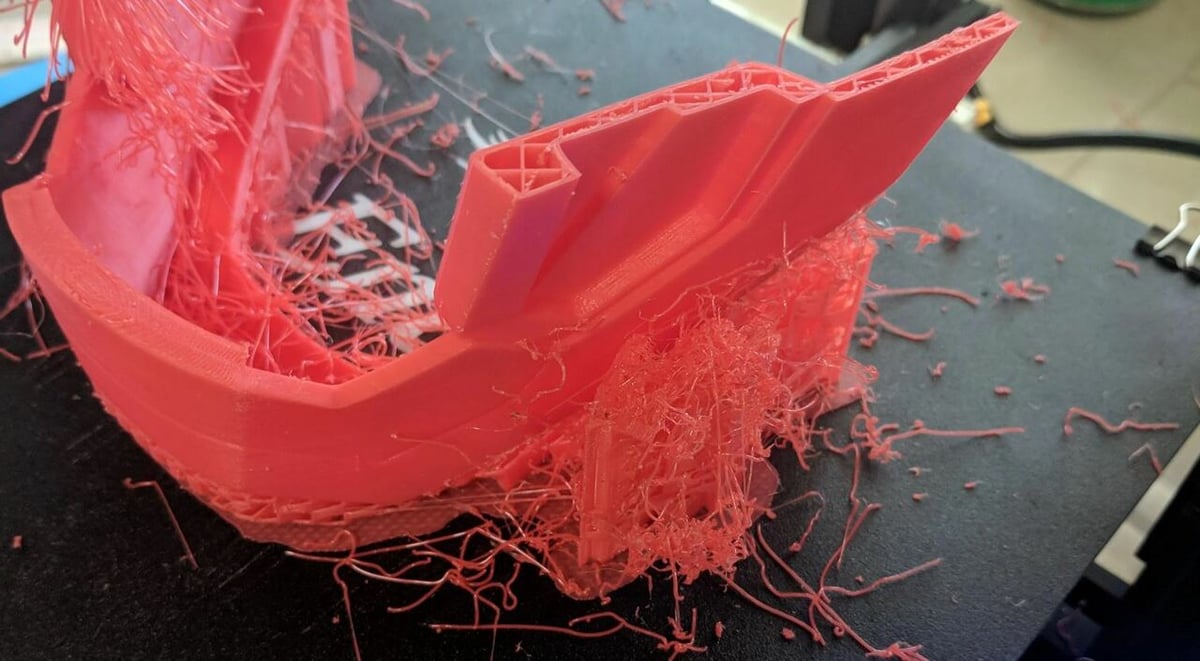
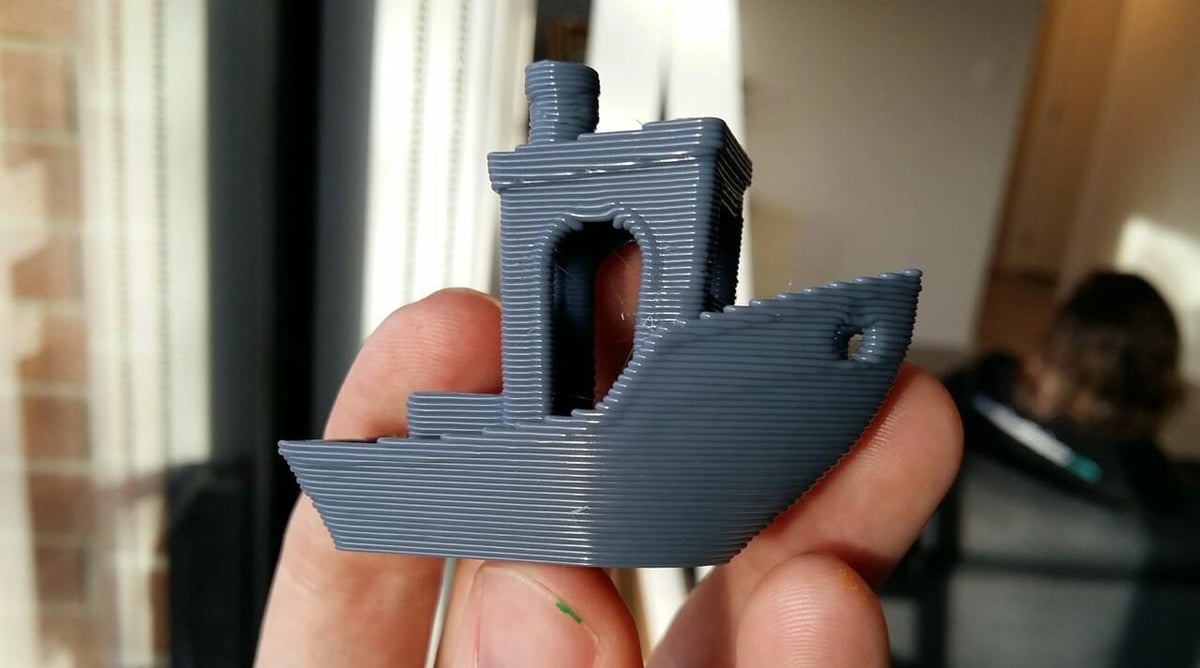
A temperatura é a configuração número um do fatiador que precisa ser ajustada ao aumentar a velocidade de impressão. Aumentar a velocidade de impressão dá ao filamento menos tempo para derreter no bico ou na “zona de fusão”, levando à subextrusão. Se você aumentar a velocidade de impressão sem aumentar a temperatura, poderá ter problemas de extrusão ou retificação do filamento porque a extremidade quente não pode derreter o filamento rápido o suficiente. Isso é especialmente verdadeiro se você estiver tentando alcançar as velocidades de desafio do SpeedBoatRace.
Portanto, se você aumentou sua velocidade de impressão e está vendo sinais de subextrusão, tente aumentar a temperatura do bico em intervalos de cerca de 5 °C para cada aumento de 5 a 10 mm/s na velocidade. A relação temperatura-velocidade de cada impressora será diferente, portanto, sinta-se à vontade para brincar e experimentar suas próprias combinações.
Você pode, no entanto, encontrar um gargalo se sua configuração de hot end não for construída para velocidade. Por exemplo, o aquecedor em sua extremidade quente pode não ser capaz de fornecer energia suficiente e, nesse caso, você desejará atualizar o bloco do aquecedor.
Em alguns casos, você pode precisar de uma configuração de extremidade quente mais capaz, de preferência uma que seja compatível com bicos de alto fluxo, como Revo High Flow, Vulcano ou SuperVolcano da E3D. Isso permitirá que seu filamento tenha tempo suficiente na “zona de fusão” para absorver o calor e derreter. Isso significa que, quando atingir o bico, terá uma viscosidade baixa o suficiente para ser extrudada adequadamente.
Aceleração

Mencionamos como aumentar a velocidade de impressão pode resultar em impressões mais rápidas, mas algo que muitos usuários esquecem é a aceleração. Essa configuração pode ter um impacto tão grande, se não maior, na sua velocidade.
Uma maneira fácil de entender a diferença entre as duas configurações é saber que a velocidade de impressão determina a velocidade máxima na qual a impressora se move, enquanto a aceleração determina a rapidez com que ela atinge essa velocidade máxima de impressão.
Definir acelerações mais altas (seja na fatiadora ou diretamente na própria impressora) significa que os motores de passo acelerarão mais rápido e, portanto, atingirão sua velocidade máxima de impressão em um período de tempo menor, resultando em tempos de impressão mais baixos. Isso é especialmente verdadeiro com impressões menores e mais complexas, onde há muitas mudanças de direção e a impressora está constantemente mudando de direção, desacelerando e acelerando novamente.
Semelhante à velocidade de impressão, altas velocidades de aceleração podem diminuir a qualidade de impressão e tornar o efeito fantasma mais perceptível em suas impressões. Além disso, pode ser um pouco complicado determinar os valores ideais para aceleração, pois eles dependem muito da impressora e de suas especificações. No entanto, aqui estão alguns valores generalizados para se referir:
- 500-2.000 mm/s para impressoras retilíneas
- 2.000-3.000 mm/s para impressoras CoreXY
Novamente, esses são apenas valores gerais e variam muito dependendo da impressora. Algumas impressoras 3D, como a Bambu Lab X1 Carbon, podem atingir acelerações de até 20.000 mm/s.
Velocidade de viagem
Outra velocidade que você pode querer ajustar é a velocidade de deslocamento, que é a rapidez com que seu cabeçote de impressão se move quando não está extrudando material. Especialmente se você estiver imprimindo várias peças ao mesmo tempo, aumentar a velocidade de deslocamento pode diminuir o tempo de impressão. No Cura, a velocidade de deslocamento padrão é de 150 mm/s, mas você pode aumentar esse valor em intervalos de 10 a 20 mm/s para reduzir o tempo de impressão.
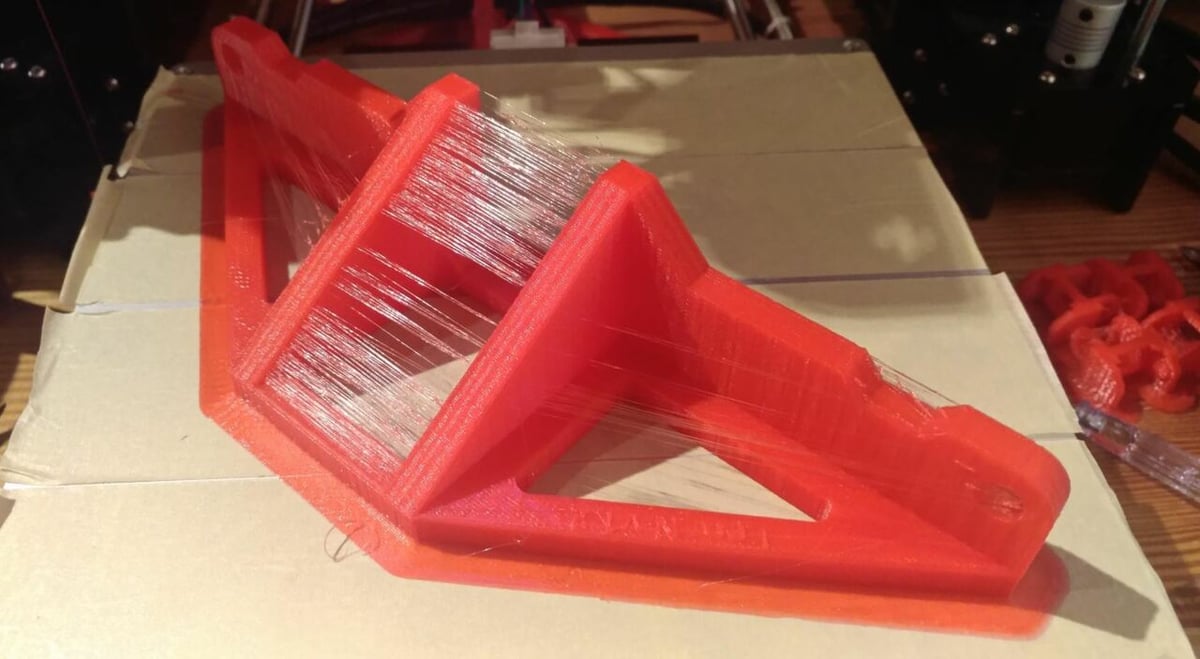
A pressão se acumula na extremidade quente após a extrusão do filamento, fazendo com que material adicional escorra do bico. Este material pode grudar em outras partes da impressão, causando defeitos de qualidade. Além de reduzir o tempo de impressão, aumentar a velocidade de deslocamento pode evitar que qualquer material extra escorra do bico, o que é um bônus adicional em termos de qualidade de impressão.
Mas esteja avisado: aumentar a velocidade de deslocamento também aumenta a chance de o bico colidir com outra parte da impressão ao se mover. É importante equilibrar qualquer aumento na velocidade de deslocamento com outras configurações, como salto Z e modo de pentear. É uma boa ideia verificar a velocidade de deslocamento recomendada específica da sua impressora.
Salto Z
Assim como o aumento da temperatura equilibra um aumento na velocidade de impressão, a ativação da configuração “Z Hop” equilibra um aumento na velocidade de deslocamento. Ele move seu cabeçote de impressão ligeiramente para cima no eixo Z ao fazer um movimento de deslocamento, o que evitará possíveis colisões.
Qualquer coisa com detalhes finos ou estruturas de suporte finas corre o risco de ser danificada ou até mesmo derrubada se o cabeçote de impressão bater nela. A distância padrão do salto Z no Cura é de 0,2 mm, o que funciona bem, mas se isso não for suficiente, você pode aumentar essa distância em intervalos de 0,05 mm.
Ativar essa configuração pode aumentar um pouco o tempo de impressão, pois sua impressora precisa dar um salto extra para cada movimento de retração. No entanto, na maioria dos casos, o pequeno aumento é mais do que compensado pelo tempo economizado com o aumento da velocidade de deslocamento.
Modo de pentear
Outra configuração que você pode usar para evitar que o bico escorra para partes da impressão é o “Modo de pentear”, que regula o caminho do cabeçote de impressão. No Cura, as configurações são detalhadas como “Evitar peças impressas ao viajar” e “Evitar suportes ao viajar”.
Assim como ativar o salto Z, o modo de pentear também aumentará um pouco o tempo de impressão como uma compensação por uma velocidade de deslocamento mais rápida. Se você não está preocupado com a colisão de suportes ou outros pequenos recursos, pode desativar totalmente o modo de pentear. Isso reduzirá bastante o tempo de impressão porque resulta em uma rota de viagem mais curta, mas também pode causar muito mais amarração.
Modelagem de entrada
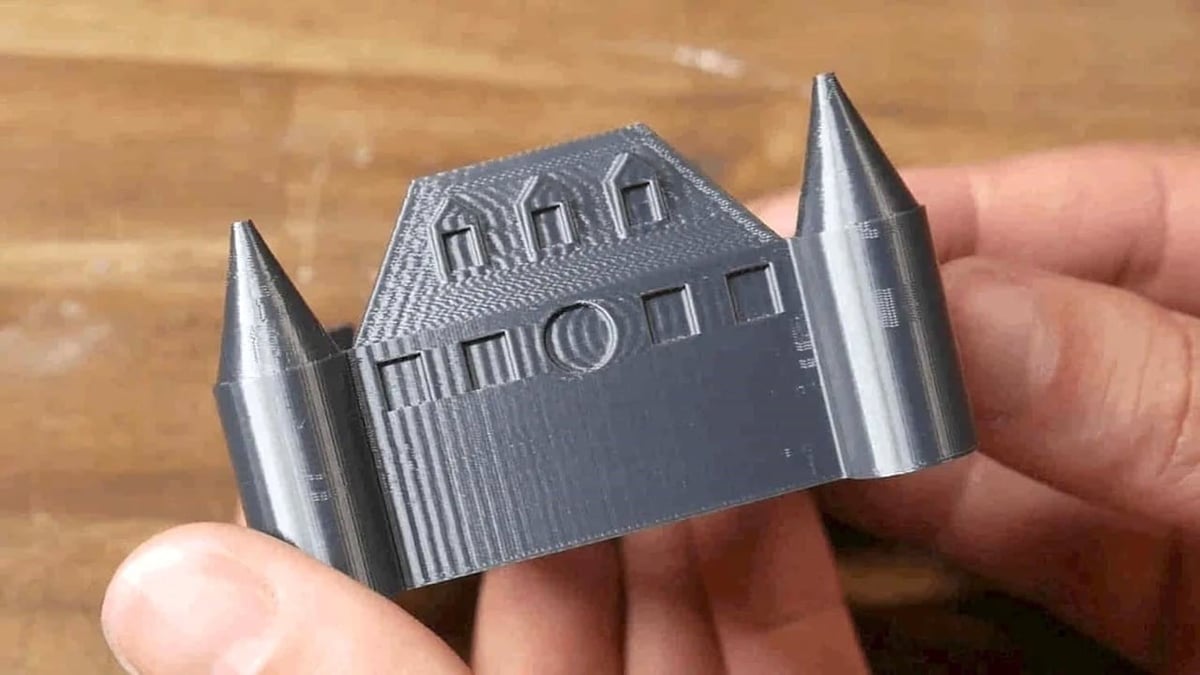
A modelagem de entrada tornou-se cada vez mais popular e, hoje em dia, a maioria das impressoras 3D faz uso dessa tecnologia. Em poucas palavras, a modelagem de entrada reduz as vibrações durante a impressão para melhorar a qualidade geral da impressão e reduzir o toque. Isso permite que você imprima em velocidades um pouco mais altas do que seria possível anteriormente.
Ele está embutido no próprio firmware e, se habilitado no código, pode ser ajustado na impressora ou por meio do fatiador. Alguns segmentadores, como o Cura, precisarão de um complemento para que isso seja possível.
Tanto o Marlin 2.0 quanto o Klipper suportam modelagem de entrada. Embora o processo de configuração varie entre os dois, ele funciona fundamentalmente da mesma maneira. No Klipper, você pode definir automaticamente os melhores valores usando um acelerômetro. Isso se conecta à impressora e passa por uma série de movimentos para determinar automaticamente o melhor valor. No Marlin, você deve fazer isso manualmente, tentando valores diferentes e observando os resultados da impressão para determinar o melhor.
Altura da camada
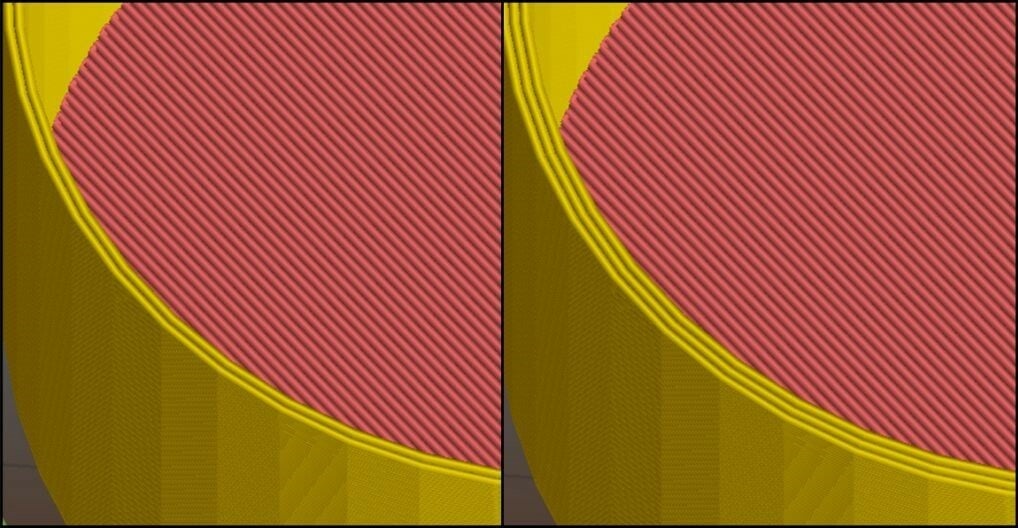
A altura da camada é uma das configurações mais significativas, se não a mais significativa, quando se trata de reduzir o tempo de impressão. A altura da camada, também conhecida como resolução, é a distância entre o bico e a camada anterior de uma impressão 3D. À medida que fica maior, as peças ficam mais fortes e mais rápidas de imprimir porque menos camadas são necessárias para atingir a mesma altura. No entanto, aumentar a altura da camada vem com suas próprias desvantagens: quanto maior você for, menos detalhadas serão as impressões.
A altura padrão da camada nas impressoras 3D FDM de consumo é de cerca de 0,2 mm, portanto, para imprimir mais rápido, você pode tentar aumentar esse valor para cerca de 0,24 ou até 0,28 mm. Isso reduzirá significativamente o tempo de impressão e aumentará a resistência da peça.
No entanto, lembre-se de que a faixa de altura da camada recomendada depende do diâmetro do bico. Geralmente, os valores máximos de altura da camada não devem exceder 80% do diâmetro do bico. Se você estiver usando o bico padrão de 0,4 mm, a altura máxima da camada é de cerca de 0,32 mm. Bicos maiores extrudarão mais material através de alturas e larguras de camada mais espessas. Para aumentar ainda mais a altura da camada e reduzir o tempo de impressão, você pode investir em um bico maior. Eles podem ser encontrados em vários tamanhos, variando até 1 mm e além.
Preenchimento
O preenchimento é o preenchimento interno de peças e um elemento de fabricação exclusivo da impressão 3D. Ele pode ser ajustado de algumas maneiras, mas as duas configurações mais impactantes são densidade e padrão.
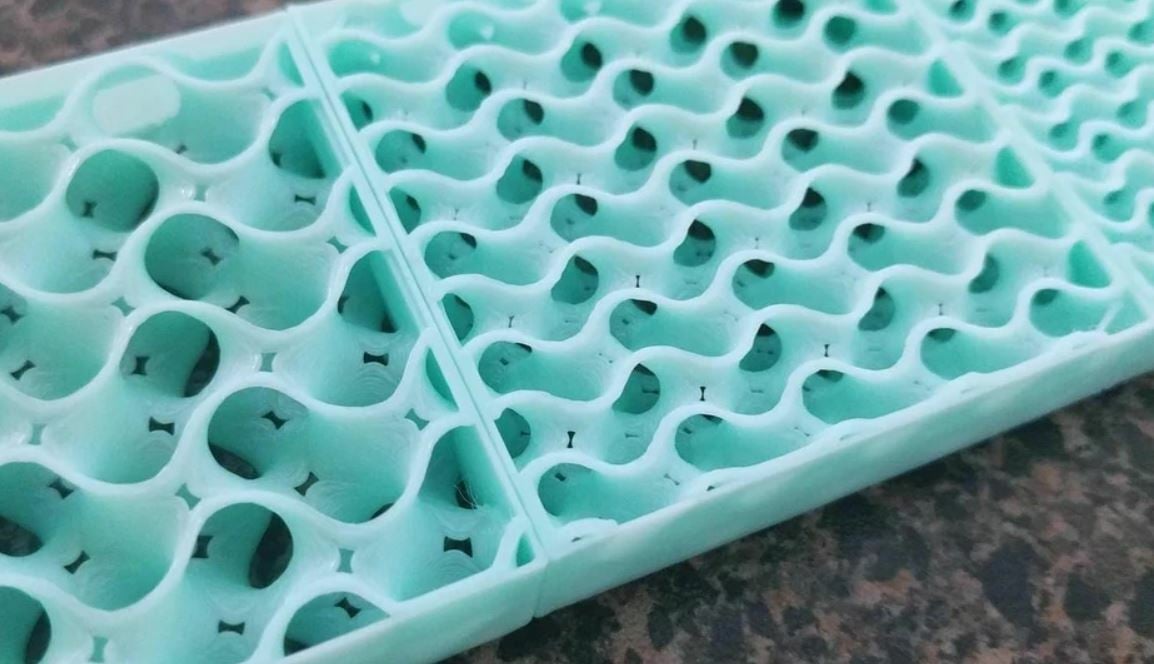
A densidade de preenchimento é a solidez do preenchimento interno das impressões, e quanto maior for essa porcentagem, mais cheia (e pesada) será a peça. Padrão de preenchimento é o design ou a forma em que o preenchimento é impresso. Você pode escolher entre uma ampla gama de opções (dependendo do seu fatiador), incluindo linhas, zigue-zague, giroide, hexágono e muito mais.
Para a densidade de preenchimento, como você pode esperar, um valor ou porcentagem mais baixa significa que a impressora precisa extrudar menos material, portanto, o tempo necessário para concluir as impressões pode ser bastante afetado. Para reduzir o tempo de impressão, você pode ir tão baixo quanto 0%, o que é oco, mas você pode querer ficar entre 5-15% para pelo menos alguma resistência interna.
O padrão de preenchimento é diferente da densidade e de outras configurações de segmentação porque não varia em um decimal, porcentagem ou inteiro. Em vez disso, você pode escolher entre uma variedade de padrões que são diferentes em sua estrutura repetida e oferecem benefícios diferentes. A maioria das fatias oferece pelo menos alguns padrões, mas alguns dos melhores para reduzir o tempo de impressão são as linhas ou padrões em zigue-zague porque são mais simples de criar.
Conchas
As cascas são o perímetro externo das impressões 3D que dividem as camadas externas de um modelo do preenchimento, consistindo nas paredes e nas camadas superior e inferior de um modelo. As cascas são impressas como linhas individuais ao redor de uma impressão e não têm preenchimento. Este elemento de impressão é normalmente medido em uma distância (das paredes e camadas superior e inferior) ou em várias camadas.
Quanto mais cascas você selecionar, mais camadas e paredes completas sua máquina terá que imprimir. Se suas conchas fossem tão grossas que capturassem todo o modelo, seria o mesmo que imprimir com uma densidade de preenchimento de 100%. Assim, quanto mais conchas você tiver, mais forte será a peça, mas mais tempo levará para imprimir.
Tente abaixar suas conchas a uma distância inferior a 0,8 mm (2 camadas usando um bico de 0,4 mm de diâmetro) para imprimir mais rápido. As configurações padrão do seu slicer provavelmente serão maiores do que isso, portanto, isso deve fornecer uma redução decente do tempo de impressão. Então, para impressões ainda mais rápidas, você pode até querer ir até uma distância de 0,4 mm, que é apenas 1 camada em um bico padrão de 0,4 mm de diâmetro. Esteja ciente de que o preenchimento pode começar a ser visível quando as paredes ficam muito finas.
Peças impressas adicionais
As peças extras que seu fatiador adiciona a um modelo para auxiliar no processo de impressão, como suportes e jangadas, podem ser outra consideração importante em como reduzir os tempos de impressão.
Suporta
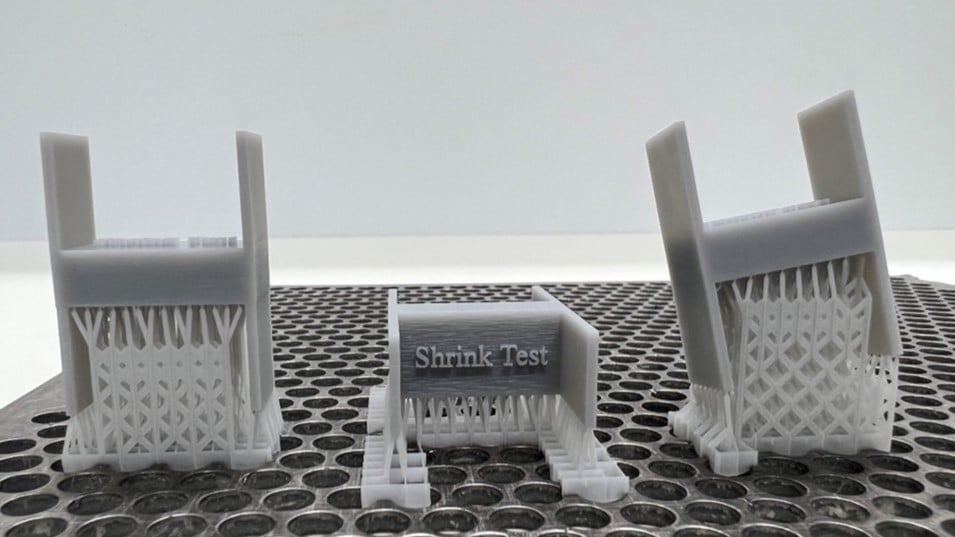
Os suportes são o material e as estruturas adicionais usados para sustentar saliências ou pontes íngremes. Assim, quando ativados em seu fatiador, os suportes geralmente têm um ângulo mínimo de saliência padrão de cerca de 45 graus, portanto, eles não aparecerão a menos que o ângulo de saliência atenda ou ultrapasse esse mínimo.
Um ângulo muito baixo torna o fatiador sensível a saliências, criando muitas estruturas de suporte, o que aumentará o tempo necessário para imprimir uma peça (e pós-processá-la também). É por isso que é importante deixar esse ângulo o mais alto possível. Então, veja se você pode aumentá-lo para 50° ou 55°, usando este teste de saliência para experimentar diferentes ângulos.
Depois que o ângulo de saliência estiver definido, oriente o modelo para ter a menor quantidade possível de saliências, o que minimizará ainda mais o número de estruturas de suporte. Se você estiver usando o Cura, poderá experimentar o plug-in Auto-Orientation Cura, que orienta automaticamente seu modelo para exigir o mínimo de suporte. Enfim, encontrar a orientação correta sem esse plug-in envolve girar seu modelo até que as estruturas de suporte e o tempo de impressão estejam em seus pontos mais baixos.
Assistentes de adesão
Os assistentes de adesão são suportes de nível básico que aumentam a adesão de uma peça à placa de construção e vêm em três formas: jangadas, abas e saias.
Uma jangada fornece a melhor adesão do leito e cria uma plataforma inteira de várias camadas de espessura sob uma peça. Por outro lado, isso pode consumir muito material e tempo. Uma aba é uma plataforma de camada única de espessura que se expande a partir da base de uma estampa, enquanto uma saia é um perímetro de camada única separado e ao redor da base de um modelo. As saias não ajudam as modelos a aderir à mesa de impressão; em vez disso, eles ajudam os usuários a verificar se há problemas de extrusão e adesão do leito antes do início da impressão real.
Se o seu modelo precisar de assistência de adesão, tente usar uma aba em vez de uma jangada.
Outras configurações e calibração
Além de algumas das configurações de balanceamento mencionadas acima, como temperatura, salto Z e modo de pentear, existem outras configurações que você pode ajustar para equilibrar ainda mais a velocidade e a qualidade de impressão. Então, dois importantes são E-steps e flow. Assim, quando um ou ambos estão mal ajustados, eles podem levar a peças dimensionalmente imprecisas e extrusão excessiva ou insuficiente. Abaixo, contaremos um pouco mais sobre os dois.
E-Passos
A configuração E-steps determina o número de “passos” ou rotações parciais do motor que o motor de passo do eixo da extrusora (eixo E) gira toda vez que você diz para mover uma determinada quantidade.
De um modo geral, existem apenas duas ocasiões em que você precisará calibrar as etapas E: quando estiver configurando sua impressora pela primeira vez ou após qualquer alteração em sua extrusora. Dito isto, você também pode querer confirmar se as etapas E estão corretas se tiver feito alguma alteração no firmware.
Fluir
O fluxo alimenta a quantidade de filamento através da extremidade quente da sua máquina e é conhecido como multiplicador de extrusão. Você pode definir ou ajustar seu multiplicador de extrusão em seu fatiador.
Você definitivamente vai querer reajustar essa configuração se atualizar para um bico de alto fluxo – e, se necessário, um conjunto de hot end compatível. Alguns fabricantes recomendam ajustar a taxa de fluxo a cada novo carretel de filamento, mas também faz sentido revisitar a configuração toda vez que você fizer alterações substanciais na velocidade ou temperatura de impressão. Como mencionado anteriormente, é melhor alterar apenas uma configuração por vez, para que você saiba quais alterações tiveram quais efeitos.
Calibração regular
Mesmo se você ajustar todas as configurações do fatiador para o equilíbrio perfeito entre o tempo de impressão e a qualidade de impressão, nada disso significará nada se a própria impressora não estiver nas melhores condições possíveis. A calibração regular ajudará você a aproveitar ao máximo essas configurações de fatiador cuidadosamente ajustadas, incluindo a verificação do nivelamento da cama, tensão da correia, tensão da extrusora, peso do carro, se o bico está limpo e desobstruído e muito mais. Então, mesmo sem tentar imprimir mais rapidamente, uma máquina bem calibrada resultará em menos falhas de impressão, então o que você tem a perder? E aí vamos Imprimir mais rápido?
Este artigo foi inicialmente publicado por Jackson O’Connell, Jaime Rios Velasco.