Skip to content
Skip to content

Canto “flare” na impressão 3D: o que é e como corrigir
Quando falamos sobre precisão em impressão 3D, os detalhes fazem toda a diferença, especialmente quando esses detalhes envolvem os cantos das peças impressas em 3D. Um problema comum enfrentado por makers iniciantes (e até experientes) é o famoso “corner flare”, ou, em português, “dilatação nos cantos”. Se você já imprimiu em 3D uma peça que parecia estar indo muito bem até perceber que os cantos ficaram ligeiramente estufados ou arredondados, você sabe exatamente do que estamos falando.
Neste artigo, vamos explicar o que causa esse problema, por que ele ocorre principalmente em impressões 3D com cantos agudos e o que você pode fazer para evitá-lo, mesmo que esteja apenas começando no mundo da impressão 3D.
O que é o “corner flare” na impressão 3D?
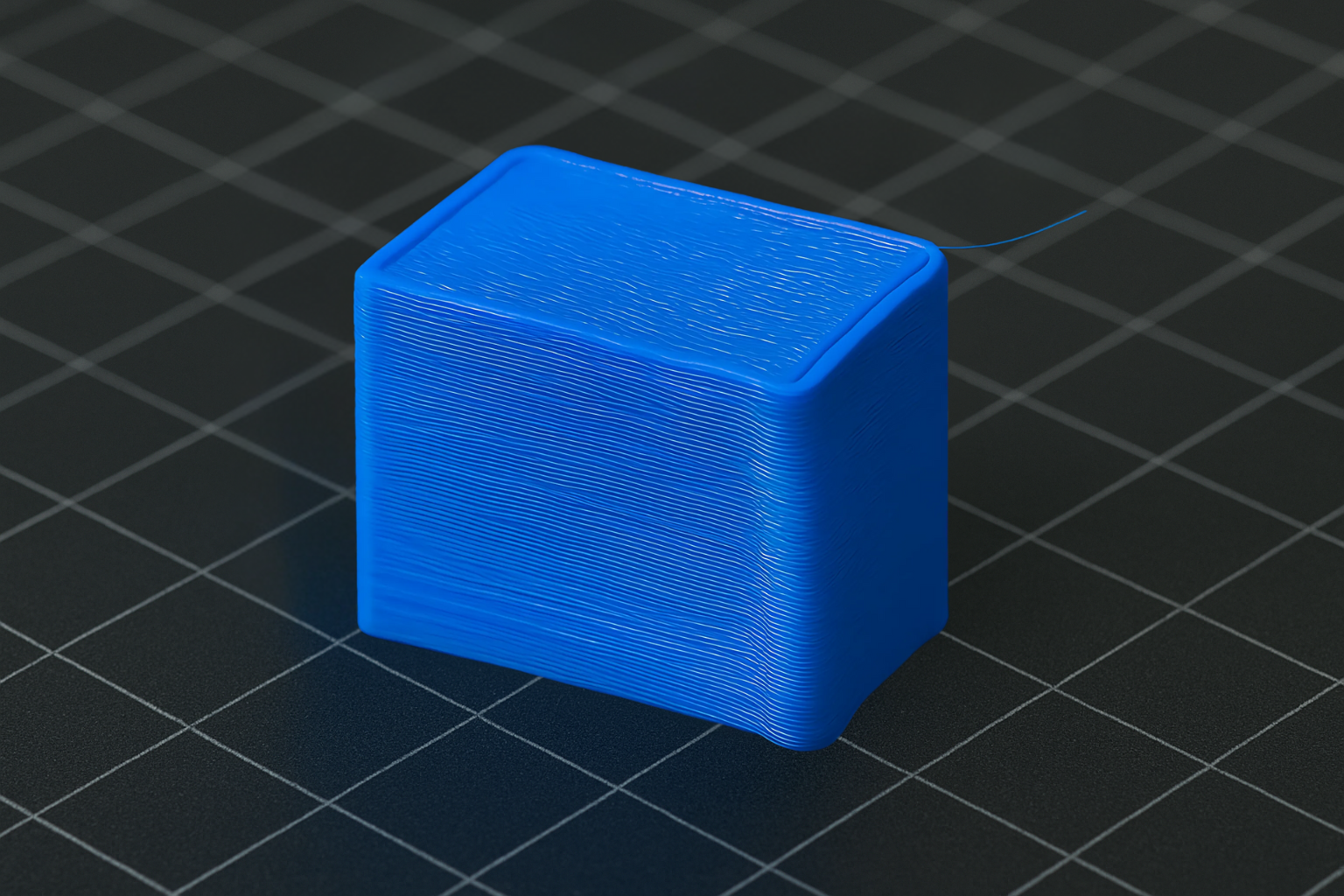
O “Corner Flare” é um defeito visual e estrutural que acontece quando os cantos de uma peça, geralmente os externos e com ângulos de 90° ou mais, acabam ficando estufados, mais largos ou com uma leve curvatura para fora. Em vez de manterem o formato definido e preciso, eles se deformam, dando um aspecto “inchado” aos cantos.
Esse problema é especialmente visível em peças com linhas retas e cantos bem definidos, como caixas, suportes ou qualquer modelo com geometria mais rígida. A aparência pode até parecer sutil, mas compromete o encaixe, a funcionalidade e, claro, a estética da peça.
Por que isso acontece?
O principal motivo do “flare” nos cantos está relacionado ao acúmulo excessivo de calor ou material durante o momento em que o bico da impressora faz uma curva ou muda de direção drasticamente. Quando o bico atinge um canto, ele desacelera por um instante antes de continuar a trajetória. Esse pequeno intervalo pode ser o suficiente para extrudar mais material do que o necessário, provocando um excesso de filamento na quina.
Outro fator envolvido é a falta de resfriamento adequado, especialmente nas primeiras camadas ou durante impressões 3D em velocidades altas, o que impede que o material recém-depositado endureça rapidamente. O filamento ainda quente pode escorrer, expandir ou deformar a borda onde foi depositado.
Como corrigir o problema de “flare” nos cantos?
A boa notícia é que esse problema tem várias soluções — e você pode começar agora mesmo com alguns ajustes simples no seu slicer.
1. Ative o “outer before inner walls”
Em alguns softwares de fatiamento (como Cura, PrusaSlicer ou OrcaSlicer), existe uma opção para inverter a ordem das paredes. Ao ativar “Outer Before Inner Walls”, você instrui a impressora a imprimir primeiro as paredes externas e depois as internas.
Isso melhora a definição dos contornos externos e minimiza o acúmulo de pressão interna contra a parede externa. Além disso, como o material das camadas internas ainda estará quente quando as externas forem depositadas, haverá menos pressão empurrando o contorno para fora.
2. Ajuste a aceleração e a velocidade dos cantos
Quando a impressora se aproxima de um canto, ela tende a reduzir a velocidade para manter a precisão. No entanto, essa desaceleração pode resultar em extrusão excessiva.
Use o recurso “Junction Deviation” ou “Acceleration Control” no slicer ou no firmware da impressora. Reduzir a aceleração e controlar o comportamento em curvas pode ajudar a evitar sobreposição de material.
3. Ative o “linear advance” (ou pressure advance)
Se sua impressora 3D permite, habilite o “Linear Advance”. Essa função inteligente ajusta a quantidade de filamento extrudado com base na variação de velocidade. Quando a impressora desacelera em um canto, ela também reduz a extrusão, evitando o acúmulo de material.
Esse ajuste é feito via firmware e requer testes de calibração, mas o resultado pode ser extremamente eficaz na redução do flare.
4. Melhore a ventilação
Certifique-se de que a sua impressora esteja com a ventoinha de resfriamento ativa e direcionada corretamente. Um bom resfriamento garante que o filamento solidifique logo após a extrusão, reduzindo a chance de deformações.
Considere aumentar a velocidade da ventoinha nas camadas externas ou configurar o slicer para reduzir a velocidade nas curvas e manter o resfriamento constante.
Evite impressões em excesso de velocidade
Sabemos que é tentador aumentar a velocidade de impressão 3D para concluir o projeto rapidamente, mas isso pode piorar o efeito de flare. Acelerações muito altas aumentam a pressão no bico e prejudicam a qualidade dos cantos. Imprimir um pouco mais devagar, especialmente nas paredes externas, pode ajudar muito a obter cantos mais definidos.
Resolver o problema do “Corner Flare” é uma combinação de ajustes técnicos e prática. Com o tempo, você vai perceber que, ao dominar as configurações do slicer e entender o comportamento do material durante a extrusão, é possível alcançar resultados muito mais precisos, bonitos e funcionais.
Fique atento ao comportamento da sua impressora 3D em curvas, observe a qualidade dos cantos e faça testes frequentes para afinar cada parâmetro. E claro, continue acompanhando o blog da Loja 3D para mais dicas práticas, tutoriais e modelos STL incríveis para imprimir.
Se quiser aproveitar ao máximo sua jornada na impressão 3D, conheça a Loja 3D, o maior e-commerce de impressão 3D do Brasil, com frete grátis, treinamento gratuito e cashback em todas as compras de impressoras 3D.