 Skip to content
Skip to content
Espinhas e bolhas na superfície da impressão 3D: como resolver?
Durante a impressão 3D, é comum encontrar pequenas imperfeições na superfície da peça, como protuberâncias indesejadas, conhecidas popularmente como “espinhas” e “bolhas”. Essas falhas ocorrem principalmente durante movimentos de retração ou início de extrusão, deixando marcas visíveis e comprometendo a estética final do modelo. Neste artigo, explicamos as causas e as melhores formas de eliminar esse problema.
O que são espinhas e bolhas?
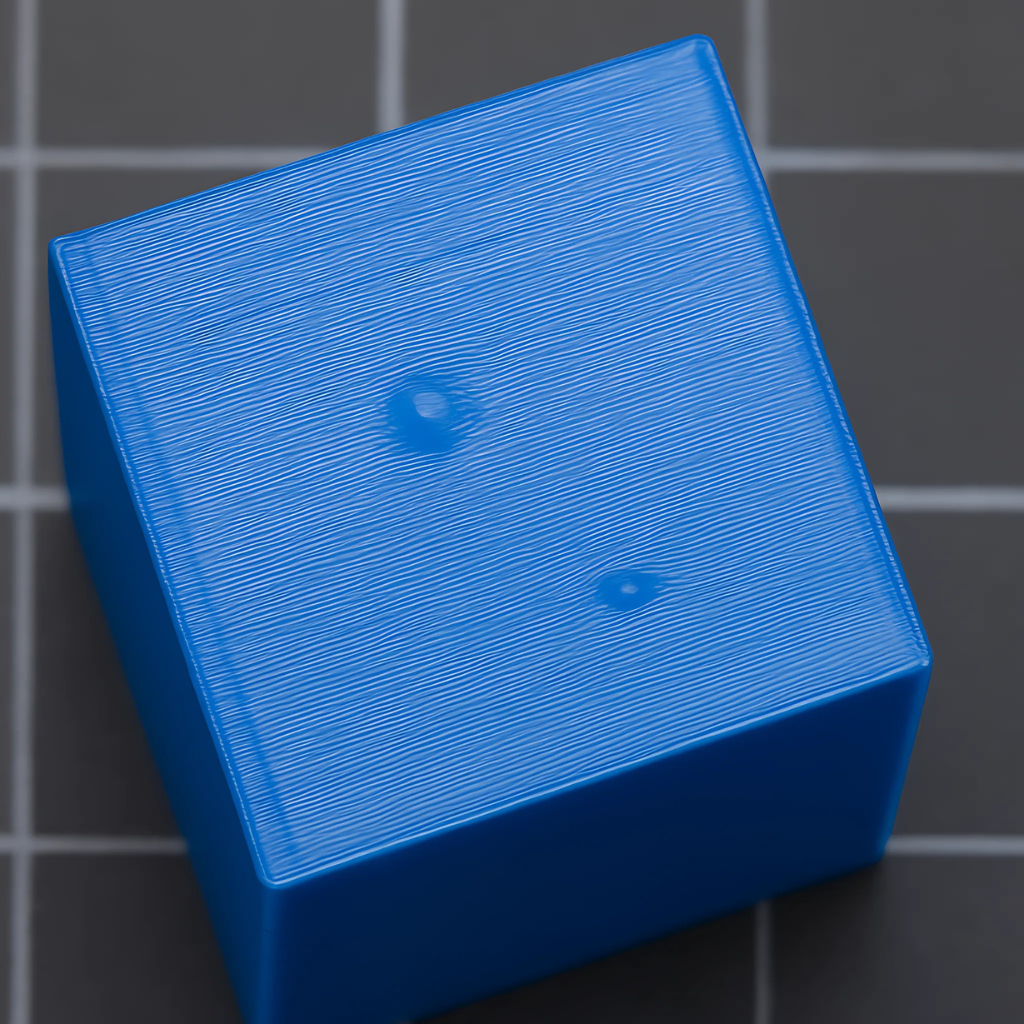
Esses defeitos se apresentam como pequenos pontos salientes ou gotas de material endurecido que surgem na superfície externa da impressão. Frequentemente, eles aparecem nas trocas de camada ou nos pontos onde o extrusor começa ou para de imprimir. O efeito pode ser mais evidente em impressões com paredes externas visíveis e superfícies curvas.
Principais causas
-
Retratação Mal Ajustada: Uma configuração de retração inadequada pode causar excesso de material no início de um novo trajeto, formando uma bolha.
-
Velocidade de Retração Baixa ou Insuficiente: Se o filamento não for puxado para trás rapidamente o suficiente, o material continua a vazar durante os deslocamentos.
-
Pressão Acumulada no Hotend: Quando o bico acumula pressão interna, essa força pode empurrar material extra quando a impressão recomeça.
-
Parâmetros de Reinício de Extrusão Incorretos: Se o slicer estiver configurado para reiniciar a extrusão com muita força ou material, isso pode gerar uma “espinha” logo no começo de uma linha.
-
Problemas no Caminho da Extrusão: Obstruções ou fricções no extrusor podem interferir no fluxo constante do filamento.
Como corrigir?
A boa notícia é que existem várias soluções para lidar com espinhas e bolhas. A seguir, confira as principais:
1. Ajuste a Retração
-
Aumente a distância de retração gradualmente até encontrar um ponto em que o filamento não extravase durante os deslocamentos.
-
Aumente a velocidade de retração, o que ajuda a puxar o filamento de volta mais rapidamente e a reduzir o vazamento.
2. Otimize o Reinício da Extrusão
-
Reduza ou desative a opção extra restart distance (distância extra de reinício) no seu slicer, como o Cura ou PrusaSlicer.
-
Algumas vezes, configurar uma distância de reinício negativa pode ajudar a prevenir o excesso de material ao reiniciar a impressão.
3. Altere o Ponto de Início da Camada
-
Configure o slicer para randomizar ou alinhar os pontos de início das camadas. Isso pode ajudar a distribuir visualmente os defeitos ou a concentrá-los em uma única linha vertical que pode ser lixada depois.
4. Melhore o Resfriamento
-
Certifique-se de que o sistema de resfriamento esteja funcionando corretamente. Um bom fluxo de ar ajuda a solidificar rapidamente o material extrudado e evita deformações.
5. Verifique o Fluxo do Filamento
-
Certifique-se de que o filamento está derretendo uniformemente e que o bico não está parcialmente obstruído. Um hotend limpo e calibrado é essencial para evitar esses problemas.
Espinhas e bolhas são problemas comuns na impressão 3D, especialmente para quem busca alta qualidade visual nas peças. Felizmente, com ajustes simples nas configurações de retração, extrusão e resfriamento, é possível minimizar ou até eliminar completamente esses defeitos.
Ajustar cuidadosamente os parâmetros no seu slicer e conhecer o comportamento do seu equipamento são passos fundamentais para alcançar impressões com acabamento impecável.
Na Loja 3D, você encontra impressoras de alta precisão, peças de reposição e suporte técnico para resolver qualquer desafio na sua impressão. Aproveite também nossos benefícios exclusivos: frete grátis em impressoras 3D, treinamento gratuito na compra e 2% de cashback.









