Skip to content
Skip to content
Lacunas entre o preenchimento e as paredes na impressão 3D: o que são, por que ocorrem e como resolver
Você está imprimindo uma peça em 3D e, ao terminar, percebe que há um espaço visível entre o preenchimento interno (infill) e as paredes externas? Esse problema, conhecido como lacuna entre o preenchimento e as paredes, pode afetar não só a estética, mas também a resistência da peça impressa. Apesar de parecer técnico demais, a boa notícia é: a causa costuma ser simples — e a solução também.
Neste artigo, vamos explicar por que isso acontece e como você pode resolver definitivamente esse problema, mesmo que esteja começando agora no mundo da impressão 3D.
O que são as lacunas entre o preenchimento e as paredes?
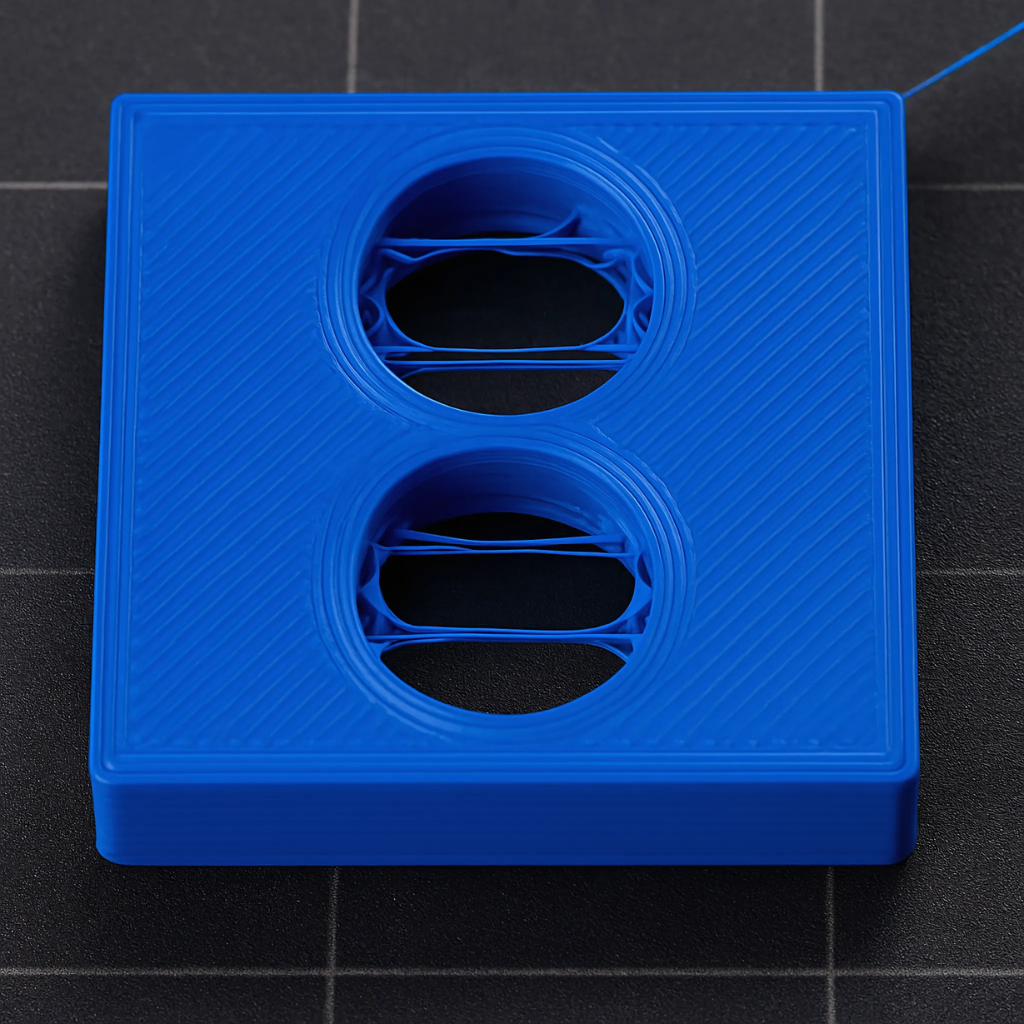
Durante uma impressão 3D FDM, a peça é formada por camadas compostas de três elementos principais: paredes externas (ou cascas), preenchimento interno (infill) e, às vezes, paredes internas. Quando tudo está bem ajustado, esses elementos se conectam suavemente, resultando em uma peça sólida e visualmente agradável.
Mas quando existe um erro de configuração ou falha de calibração, espaços vazios podem surgir entre o infill e as paredes, principalmente nas áreas onde ambos deveriam se tocar. O resultado é uma lacuna visível, como se houvesse um vão entre as estruturas.
Por que isso acontece?
As causas mais comuns para esse problema envolvem a forma como seu slicer (software de fatiamento) calcula os caminhos do preenchimento e das paredes. Se houver pouca sobreposição entre eles, ou se a extrusão não estiver bem calibrada, os filamentos simplesmente não se encontram onde deveriam.
Outros fatores, como velocidade, temperatura e o tipo de material, também podem contribuir para que o plástico não se deposite corretamente na área de junção.
Como resolver? Soluções práticas
1. Aumente a sobreposição entre infill e paredes
Essa é, de longe, a correção mais eficaz.
No slicer que você utiliza (como Cura, PrusaSlicer ou Bambu Studio), existe uma opção chamada “Infill Overlap” ou “Sobreposição de Preenchimento”. Essa configuração determina quanto o preenchimento deve invadir a área das paredes para garantir uma boa união entre eles.
Recomendação:
-
Comece com um valor de 20% a 30% de sobreposição.
-
No Cura, por exemplo, o ajuste pode ser feito na opção
Infill Overlap (%). -
Alguns slicers também permitem configurar isso em milímetros, geralmente como
Infill Overlap Distance.
🔧 Dica prática: Se você já está usando 15% e ainda nota lacunas, suba para 30% e faça um teste. Vá ajustando até encontrar o ponto ideal.
2. Diminua a velocidade de impressão do preenchimento
A impressão muito rápida pode impedir que o filamento se una corretamente às paredes. Diminuir a velocidade de extrusão do infill ajuda o material a se depositar de forma mais precisa.
Recomendação:
-
Reduza a velocidade do preenchimento no slicer para 70–80% da velocidade geral.
-
No Cura, procure por
Infill Speed.
3. Verifique a largura da extrusão
Uma largura de extrusão mal configurada também pode ser responsável pelas lacunas. Se a largura estiver menor do que o bico consegue extrudar, o filamento não vai se espalhar o suficiente para tocar as paredes.
Recomendação:
-
Configure a largura da linha (line width) para ser igual ou ligeiramente maior que o diâmetro do bico.
Exemplo: para um bico de 0,4 mm, use 0,42 mm a 0,48 mm. -
Essa configuração pode ser ajustada no slicer como
Line WidthouWall Line Width.
4. Ajuste o número de linhas de parede
Se você estiver usando apenas uma ou duas paredes externas, é possível que o preenchimento não consiga se conectar direito. Aumentar esse número pode melhorar a junção entre os elementos.
Recomendação:
-
Use pelo menos 2 ou 3 linhas de parede.
-
No Cura, configure isso em
Wall Line Count.
5. Corrija a taxa de extrusão (Flow Rate)
Uma extrusão subestimada (under-extrusion) pode gerar menos plástico do que o necessário, resultando em preenchimentos frágeis e mal conectados.
Recomendação:
-
Faça o teste de extrusão, imprimindo um cubo de calibração e ajustando a porcentagem de
Flow Rateno slicer até alcançar a medida correta. -
Em geral, o valor padrão é 100%, mas pode ser ajustado para mais (ex: 105%) se necessário.
Fique de olho no tipo de padrão de preenchimento
Alguns padrões de infill, como “grid” ou “cubic”, se conectam melhor com as paredes do que outros, como “lines” ou “zigzag”. Se as lacunas persistirem mesmo com os ajustes acima, experimente mudar o padrão de preenchimento.
As lacunas entre o preenchimento e as paredes podem parecer um problema complicado, mas com alguns ajustes simples, especialmente no slicer, você pode eliminá-las por completo. O segredo está em entender o comportamento do seu material, conhecer as configurações da sua impressora e, claro, fazer testes sempre que possível.
Com as dicas certas, sua próxima impressão pode ser muito mais sólida, bonita e funcional. E se precisar de filamentos, impressoras ou suporte técnico especializado, a Loja 3D tem tudo o que você precisa, com frete grátis, 2% de cashback e treinamento gratuito na compra de qualquer impressora.