Skip to content
Skip to content

É incrível o que sua impressora 3D pode produzir. No entanto, todos nós já tivemos aqueles momentos irritantes quando, apesar de tudo, um modelo aparentemente simples simplesmente se recusa a imprimir com sucesso.
Tivemos nosso quinhão de falhas de impressão aqui no All3DP. Com isso, diretamente de nossa experiência de solução de problemas de impressoras 3D, reunimos o que esperamos ser o guia mais abrangente disponível para diagnosticar e corrigir problemas comuns de impressão 3D, em relação à tecnologia FDM e SLA.
Problemas com impressões deformadas, adesão à mesa de impressão, deslocamento de camada e outros erros de impressão 3D não são exclusivos do FDM, com a impressão 3D SLA propensa a seu próprio conjunto específico de problemas de impressão. Não tenha medo, pois estamos começando a expandir este guia para refletir o aumento da impressão SLA de desktop acessível, oferecendo conselhos abrangentes de solução de problemas de impressão 3D para aqueles de vocês até os cotovelos em resina sem nenhuma impressão para mostrar.
01. Fora de Filamento
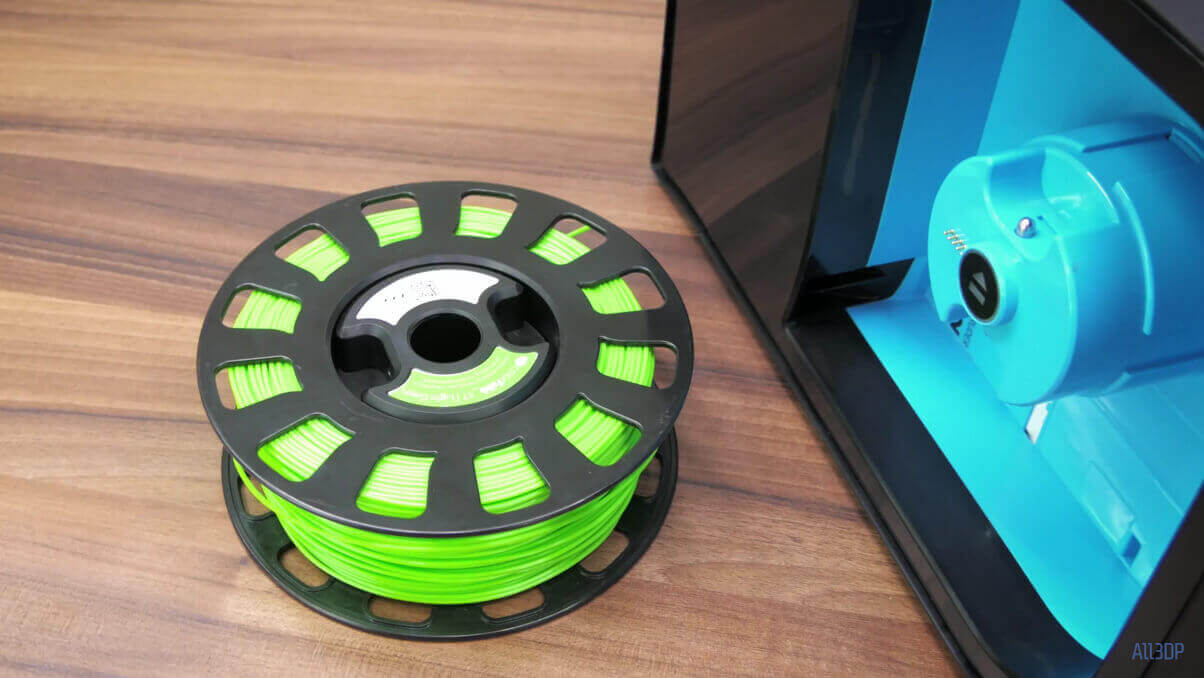
Dica de solução de problemas de impressão 3D: Verifique a bobina de filamento
Olhe para o carretel de filamento e veja se ainda há algum filamento. Caso contrário, carregue um novo carretel. Fácil.
Lista de verificação de problemas de impressão 3D: sem filamento
- Verifique a bobina de filamento
02. Bico muito próximo da mesa de Impressão
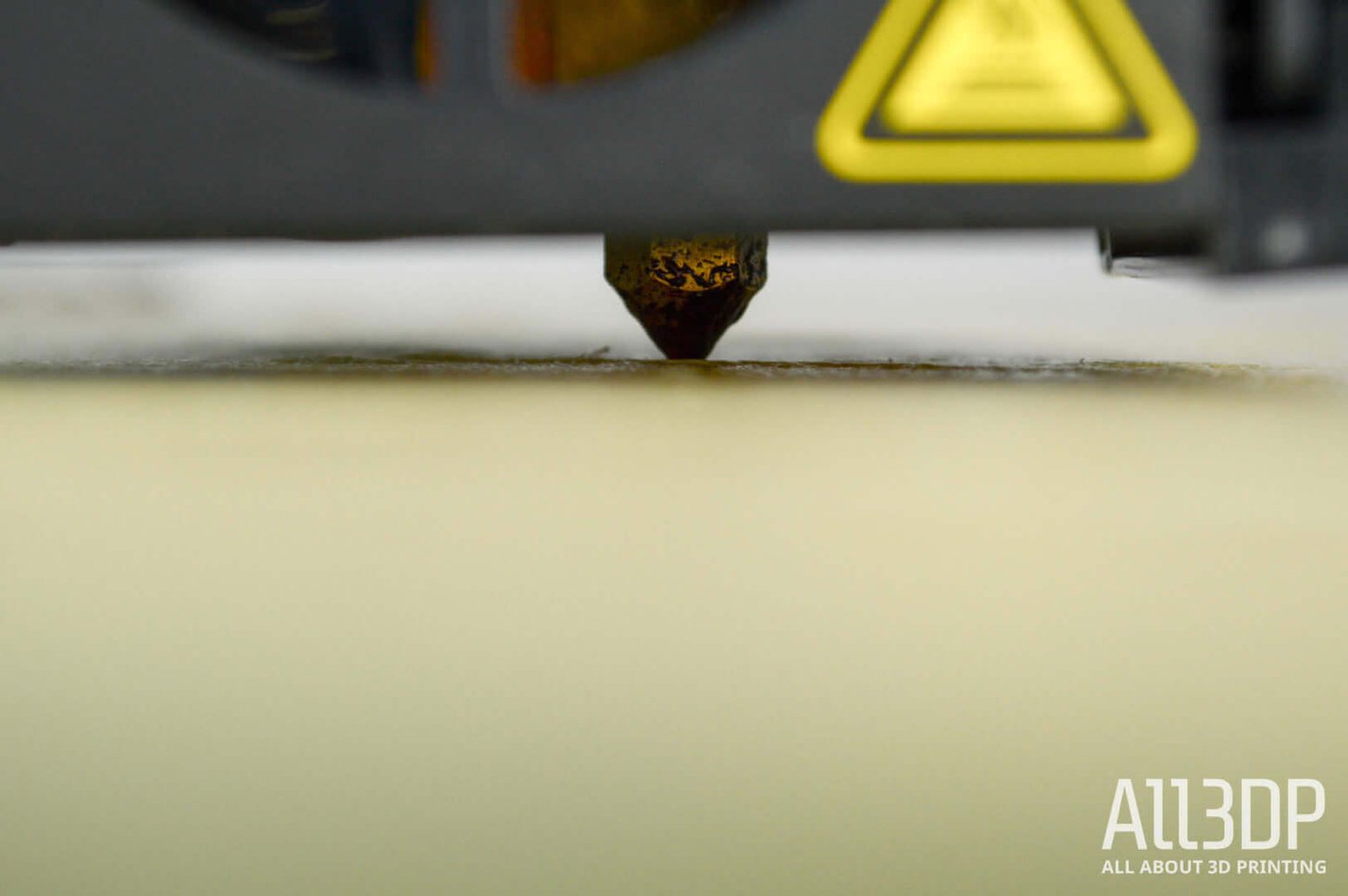
Apenas aumentar ligeiramente a altura do bico pode ajudar. A maioria das impressoras 3D em suas configurações de sistema permitirá que você defina um deslocamento do eixo Z. Para elevar o bico para longe da mesa de impressão, você precisará aumentar o deslocamento para o valor positivo. Isso também funciona para o inverso, com um deslocamento negativo ajudando a resolver suas impressões que não grudam na cama.
Tenha cuidado, porém, um deslocamento muito alto e não grudará na plataforma.
Dica de solução de problemas de impressão 3D: Abaixe a mesa de impressão
Como alternativa, se sua impressora permitir, você pode obter o mesmo efeito abaixando a mesa de impressão. Esta é a correção mais problemática, pois exige que você recalibre e nivele a cama para impressões uniformes.
Lista de verificação de problemas de impressão 3D: bico muito perto da mesa de impressão
- Deslocamento do eixo Z
- Cama de impressão inferior
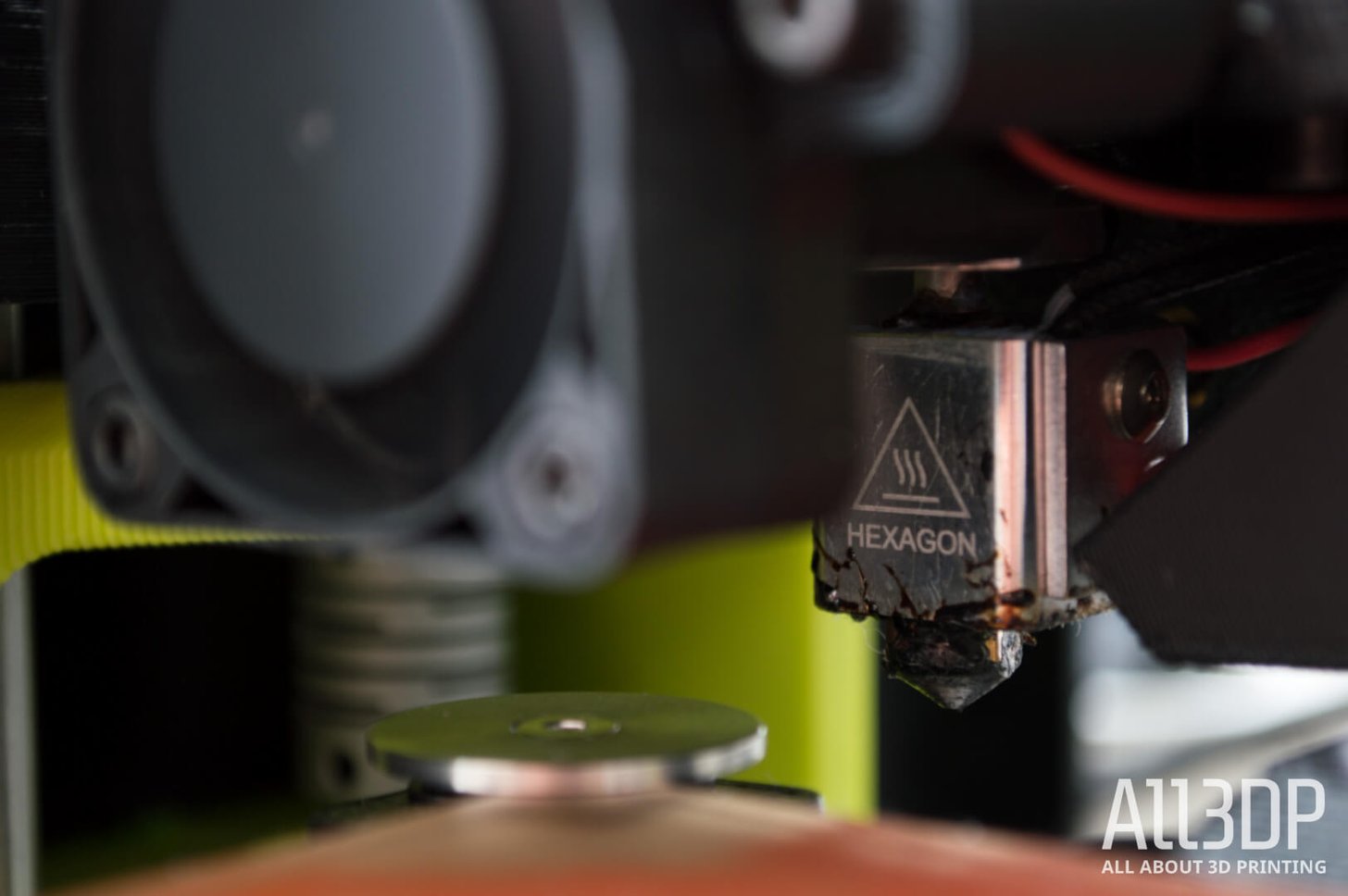
03. Bocal bloqueado
Se você tiver sorte, o desbloqueio pode ser um processo rápido e fácil. Comece removendo o filamento. Em seguida, usando o painel de controle da impressora (se houver), selecione a configuração “bico de aquecimento” e aumente-a até o ponto de fusão do filamento preso. Como alternativa, conecte sua impressora a um computador com software de controle compatível e aqueça o bico usando-o. Para PLA, defina a temperatura para 220 °C. Quando o bico atingir a temperatura correta, use um pequeno alfinete para limpar o orifício (tomando cuidado para não queimar os dedos). Se o seu bico for de 0,4 mm, você precisará de um pino menor; Um kit de limpeza de aerógrafo funciona perfeitamente.
Dica de solução de problemas de impressão 3D: empurre o filamento antigo
Se você achar que o bico ainda está bloqueado, poderá empurrar o filamento com outro pedaço de filamento. Comece removendo o filamento como antes e, em seguida, remova o tubo de alimentação da cabeça de impressão. Aqueça a extremidade quente a 220 °C para PLA e, em seguida, use outro pedaço de filamento para empurrá-lo de cima para tentar forçar o filamento preso no bico para fora. Normalmente, se o novo filamento não conseguir desbloquear, a pressão extra que você pode exercer manualmente pode fazer o trabalho. No entanto, não empurre com muita força, pois você corre o risco de dobrar as hastes horizontais da impressora.
Assim que a ponta clarear, use uma agulha para empurrar o bico e uma escova para limpar qualquer excesso de filamento.
Desmonte e reconstrua o Hot End
Em casos extremos, quando o bico permanece bloqueado, você precisará fazer uma pequena cirurgia e desmontar a extremidade quente. Se você nunca fez isso antes, é uma boa ideia fazer anotações e tirar fotos para saber onde tudo se encaixa ao remontar. Comece removendo o filamento e, em seguida, verifique o manual da impressora para ver exatamente como desmontar a extremidade quente.
A atração atômica
– Escolha um material
Você pode usar ABS ou Nylon para isso, mas com o tempo descobrimos que os resultados mais consistentes vêm do Nylon devido ao seu ponto de fusão mais alto. O filamento também mantém sua forma muito melhor. O ABS é mais comum, no entanto, então vamos usá-lo aqui.
Remova o filamento
Comece removendo o filamento que já está na cabeça de impressão da maneira usual para sua impressora. Em seguida, remova o tubo Bowden ou solte o acionamento direto, para que, quando chegar a hora, você possa passar manualmente o filamento.
– Aumente a temperatura do bico
Aumente a temperatura do bico para 240 graus. Estamos usando ABS, mas se estiver usando Nylon, verifique a temperatura do ponto de fusão na embalagem. Deixe nessa temperatura por 5 minutos sem empurrar o filamento.
– Empurre o filamento
Aplique pressão lentamente no filamento até que ele comece a sair do bico. Puxe-o ligeiramente para trás e empurre-o novamente até que comece a fluir do bico.
– Reduza a temperatura do bico
Reduza a temperatura para 180 graus para ABS ou 140 graus para Nylon (você precisará experimentar um pouco para o seu filamento). Deixe a impressora nessa temperatura por 5 minutos.
– Extraia o filamento
Puxe o filamento da cabeça. Quando você olha para o final, deve ver algum material carbonizado preto no final. Repita o processo até ficar limpo. Se o filamento não puxar do bico, aumente ligeiramente a temperatura da extremidade quente.
04. Cabeça de Impressão perde a mesa
Verifique se a impressora correta está na segmentação de dados
Antes de tentar qualquer outra coisa, certifique-se de ter a impressora correta selecionada em seu software de impressão. Todas as impressoras são diferentes, portanto, mesmo que as mesas de impressão de duas impressoras sejam as mesmas, é altamente improvável que as outras dimensões e configurações correspondam exatamente.
Atualizar firmware
Se você acabou de comprar a impressora e esse problema está acontecendo, certifique-se de ter a versão mais recente do firmware instalada. Uma vez atualizado, execute o processo de configuração e verifique novamente se todas as configurações, especialmente em torno do tamanho da área de impressão, estão corretas.
Verifique os batentes finais
Isso exigirá um pouco mais de esforço para diagnosticar. Observe o movimento da cabeça de impressão. Se ele tentar ultrapassar o ponto mais distante de um de seus eixos, verifique se um batente final não foi desconectado. Se tudo parecer bem (e nenhuma das etapas acima corrigiu o problema para você), substituir os batentes finais por novos deve ser o próximo passo.
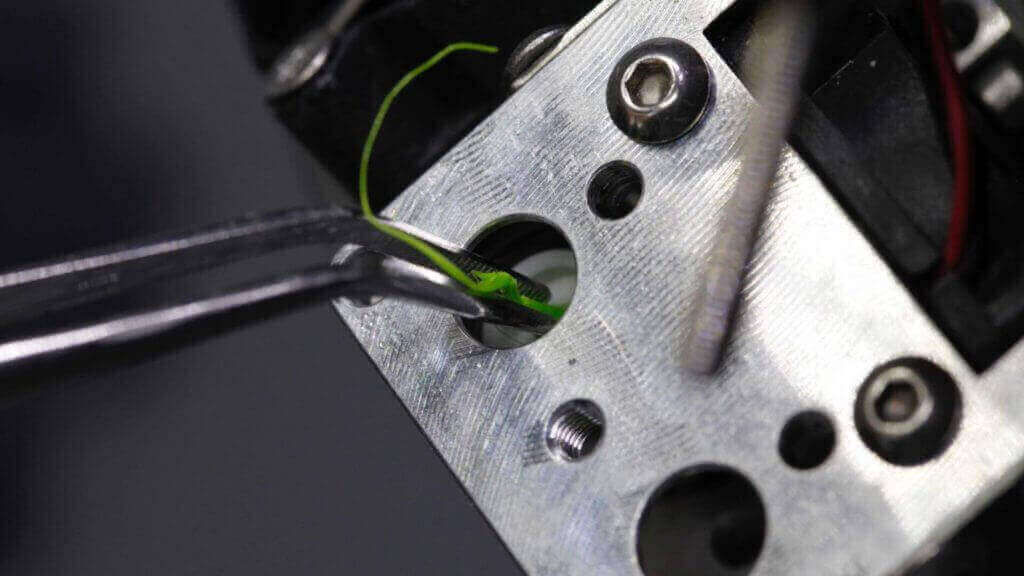
05. Filamento Quebrado
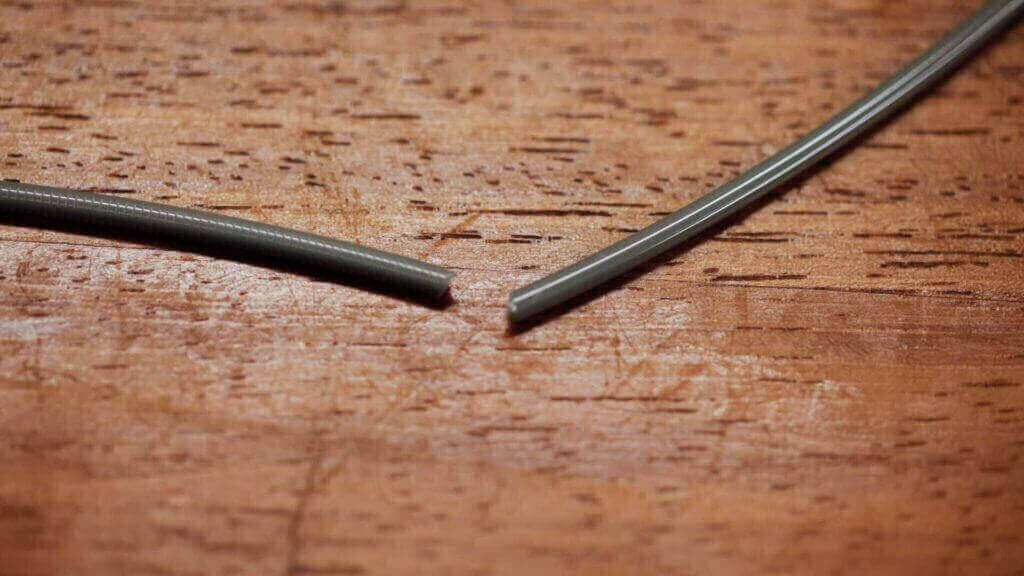
Remova o filamento
A primeira coisa a fazer é remover o filamento da impressora da maneira usual. No caso do Ultimaker, selecione Manutenção e Alterar Material. Como o filamento geralmente se partiu dentro do tubo, você precisará remover o tubo da extrusora e da extremidade quente. Em seguida, aqueça o bico e retire o filamento.
Tente outro filamento
Se depois de recarregar o filamento isso acontecer novamente, use outro filamento para verificar se não é apenas o filamento quebradiço antigo que deve ser descartado.
Afrouxe a tensão da polia
Se o novo filamento se romper, verifique se o tensor intermediário não está muito apertado, afrouxando totalmente. Quando a impressão começar, aperte até que não haja deslizamento do filamento.
Verifique o bico
Verifique se o bico não está bloqueado e limpe-o bem.
Verifique a vazão e a temperatura
Se o problema persistir, verifique se a extremidade quente está esquentando e na temperatura correta. Além disso, verifique se a vazão do filamento está em 100% e não superior.
06. Filamento Descascado
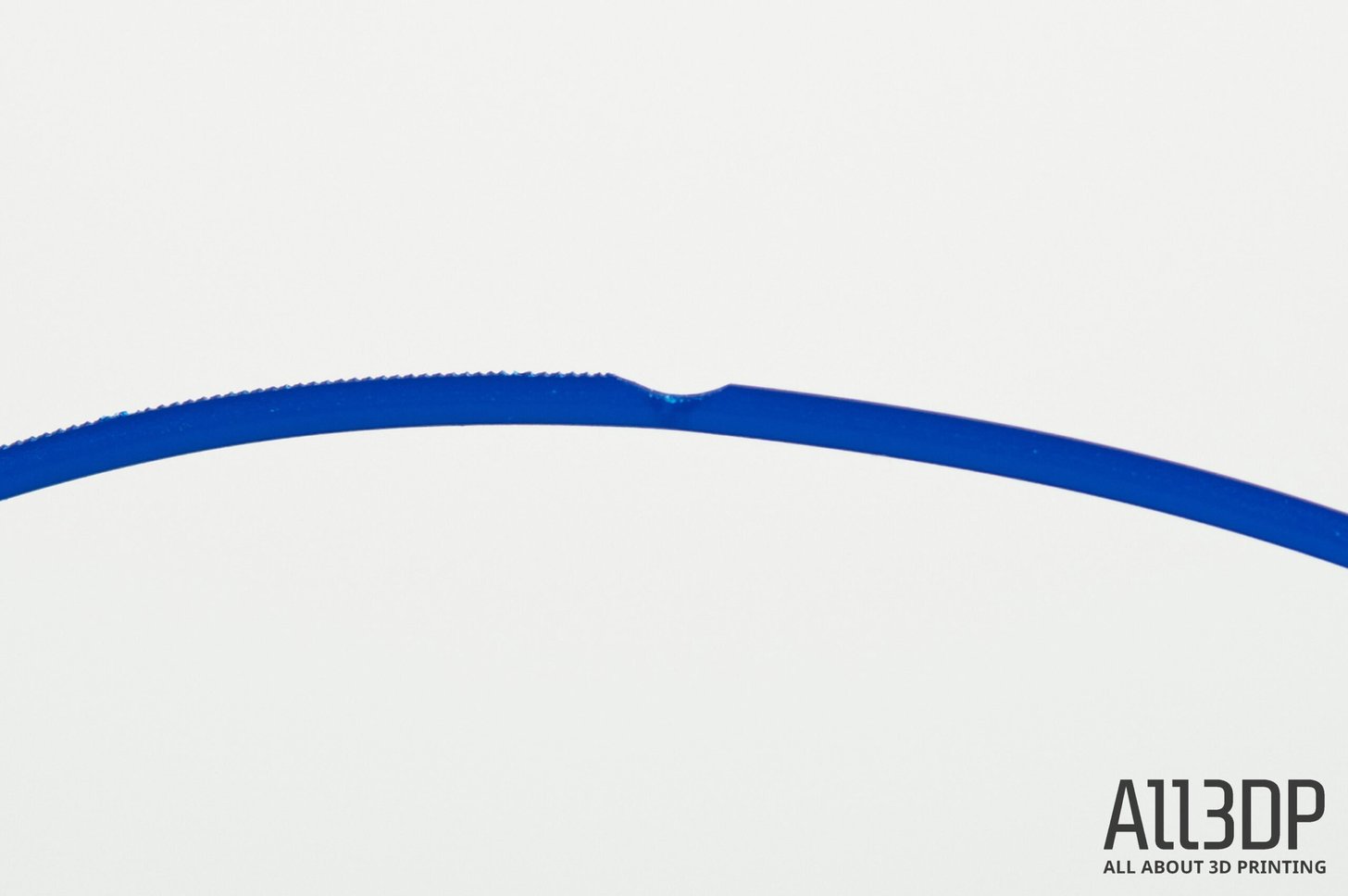
Ajude a alimentar o sistema
Se o filamento acabou de começar a escorregar, geralmente você pode dizer pelo ruído e pela aparência de aparas de plástico e, em seguida, aplicar uma leve pressão no filamento para ajudá-lo a passar pelo sistema. Isso geralmente ajudará a fazer com que a máquina imprima sem problemas novamente.
Ajuste a tensão da polia
Comece soltando a polia, alimente o filamento e aperte até que pare de escorregar. Os filamentos variam em diâmetro, portanto, embora a polia absorva alguma diferença de diâmetro, alguns filamentos exigirão ajustes finos.
Remova o filamento
Na maioria dos casos, você precisará remover e substituir o filamento e, em seguida, alimentá-lo de volta pelo sistema. Depois que o filamento for removido, corte o filamento abaixo da área que mostra sinais de deslizamento e, em seguida, coloque-o de volta no sistema. Se o filamento se partiu, pode ter passado do seu melhor uso. Tente novamente e se ele quebrar novamente e você achar que o filamento parece quebradiço, descarte e use outro filamento.
Verifique a temperatura da extremidade quente
Se você acabou de inserir um novo filamento quando o problema começou, verifique novamente se você tem a temperatura correta.
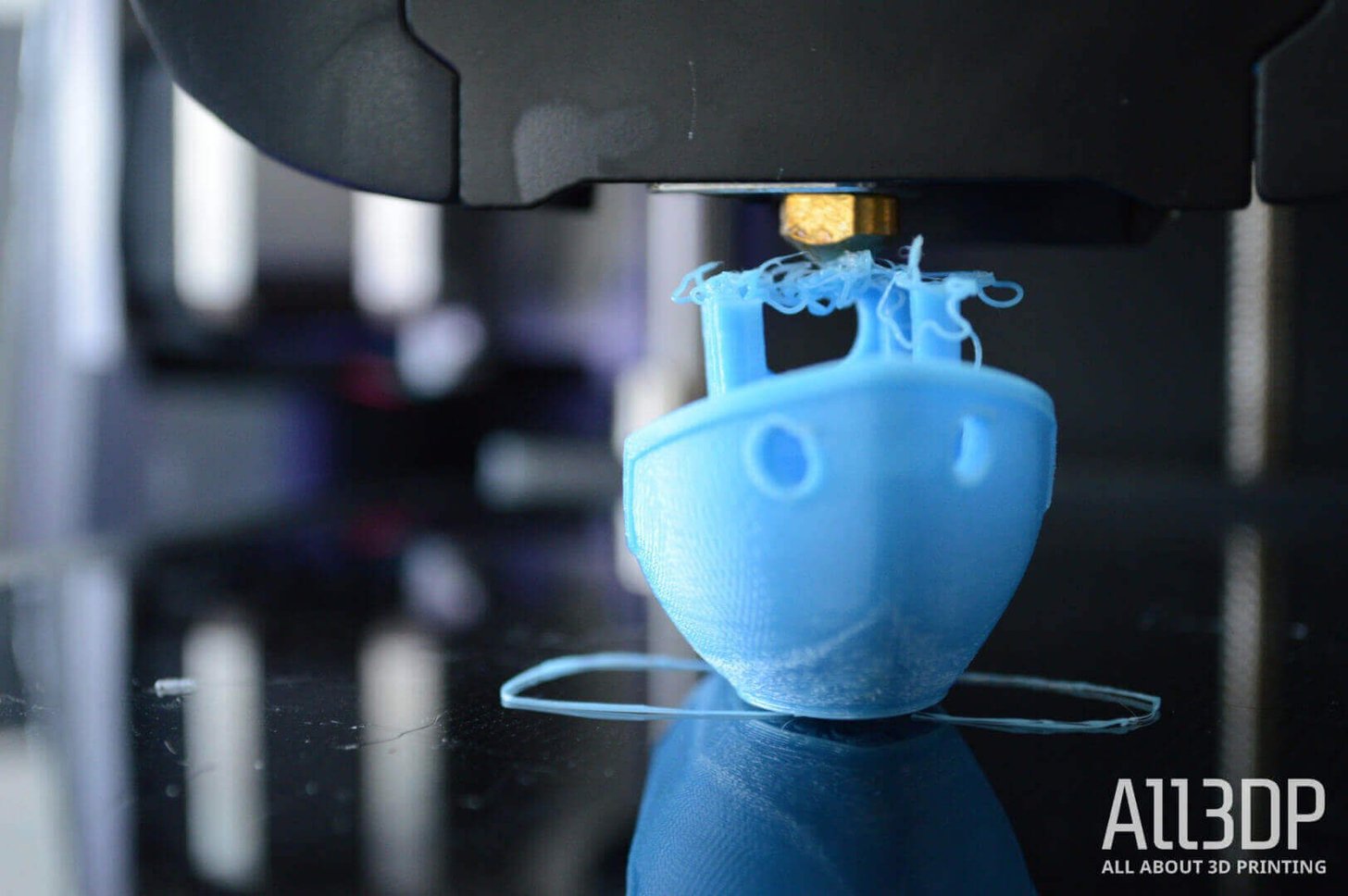
07. Extrusão interrompida no meio da Impressão

Verifique se você tem filamento suficiente
Um pouco óbvio, mas mesmo os melhores de nós têm lapsos momentâneos de concentração. Muitos fatiadores agora fornecem uma estimativa de material para suas impressões, e julgar isso em relação ao peso do seu carretel de filamento e quanto resta nele pode lhe dar uma ideia se há filamento suficiente para completar sua impressão.
Verifique se há filamento descascado
O filamento descascado pode ser responsável por uma falha de impressão no meio do caminho e pode ser causado por uma infinidade de problemas. Confira nossa dica dedicada à solução de problemas de impressão 3D sobre como lidar com filamentos descascados.
Verifique se há um bico entupido
Um bico endurecido em filamento queimado velho pode causar alguns problemas de impressão diferentes, um dos quais é impedir que novas extrusões sejam colocadas. Confira nossa dica dedicada de solução de problemas de impressão 3D sobre como lidar com um bico entupido.
Verifique se há filamento quebrado
Um problema que afeta principalmente as configurações da extrusora no estilo Bowden, o filamento quebrado pode causar uma separação entre a extrusora e a extremidade quente. Felizmente, é fácil de diagnosticar e corrigir, mas pode ser um sinal de que seu filamento já passou do seu melhor. Confira nossa dica dedicada à solução de problemas de impressão 3D sobre como lidar com filamentos quebrados.
08. A impressão não gruda na mesa
Adicionar textura
Para aumentar as chances de o filamento se ligar à plataforma, você precisa adicionar outro material para adicionar textura. A solução mais comum é aplicar uma fina camada de cola em bastão na plataforma de impressão, que pode ser facilmente lavada com água quente. Outra alternativa para o PLA é adicionar fita decoradora. Para filamentos que requerem uma plataforma aquecida de 40º e acima, agora há uma variedade de fitas especiais disponíveis que são um pouco mais resistentes ao calor.
Nivele a mesa de impressão
Cada impressora tem um processo diferente para nivelamento da plataforma de impressão, algumas, como os modelos Prusa mais recentes, utilizam um sistema de nivelamento automático extremamente confiável, outras, como a Ultimaker, têm uma abordagem passo a passo útil que o orienta no processo de ajuste. Consulte o manual da impressora para saber como nivelar a mesa de impressão.
Ajuste a altura do bico
Se o bico estiver muito alto, o filamento não grudará na plataforma, muito baixo e o bico começará a raspar a impressão. Encontre a opção de deslocamento do eixo Z nas configurações da impressora e faça pequenos ajustes – no positivo para afastar o bico da base e no negativo para abaixá-lo mais perto.
Limpe a plataforma de impressão
Se você estiver imprimindo em um material como vidro, de vez em quando é uma boa ideia limpá-lo bem, especialmente se você aplicar cola com frequência. A graxa de suas impressões digitais e o acúmulo excessivo de depósitos de cola podem contribuir para a não aderência da plataforma de impressão.
Aplicar adesão da placa de impressão
Alguns modelos serão impressos bem sem aba, mas itens menores e aqueles com apenas uma pequena pegada em contato com a plataforma exigirão algum tipo de adesão da placa de impressão. Eles podem ser adicionados ao seu software de fatiamento – procure por “Brim” e “Raft”.
A borda adicionará uma única camada de um número especificado de linhas de perímetro irradiando de onde sua impressão entra em contato com a mesa de impressão; É o menos desperdiçador dos dois e, em nossa experiência, é a melhor opção, desde que você não se importe em levar uma faca para sua impressão para aparar a aba.
Raft adiciona exatamente isso à sua impressão. Dependendo dos parâmetros que você especificar, você obterá uma sombra da pegada da sua impressão, impressa em uma camada mais espessa e com melhor aderência. Sua impressão é impressa como de costume em cima disso. As jangadas tendem a criar uma superfície áspera e desagradável onde tocam sua impressão e usam mais material do que uma aba. O benefício de uma jangada, porém, está em ser capaz de simplesmente quebrar a peça.
Dica de solução de problemas de impressão 3D: Adicionar suportes
Além de adicionar adesão à placa de impressão, se o seu modelo tiver saliências ou extremidades complexas, certifique-se de adicionar suportes para manter a impressão unida durante o processo.
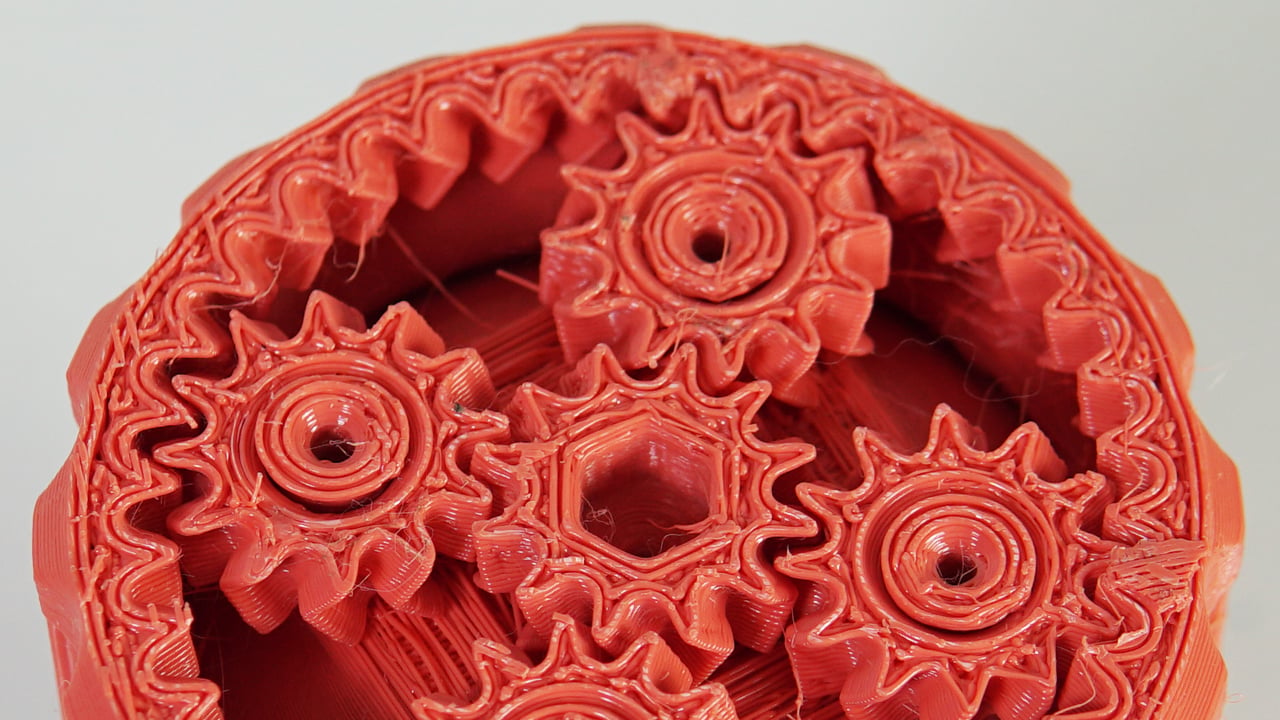
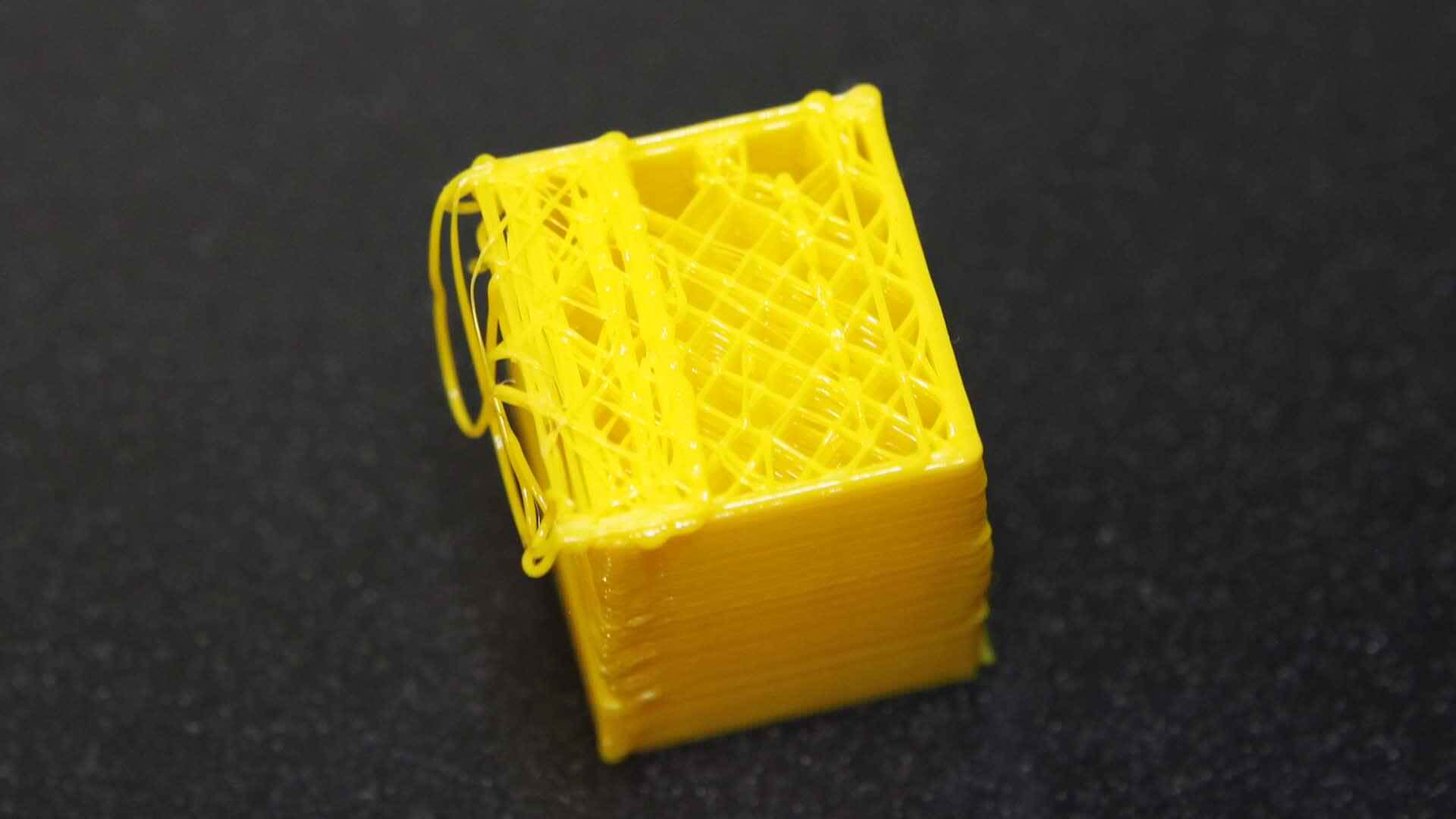
09. Os suportes caíram
Selecione os suportes corretos
Observe o tipo de modelo que você está prestes a imprimir. Se houver grandes saliências que conectem seções do modelo e estas tenham um bom contato com a plataforma, tente usar linhas ou suportes em zigue-zague. Se o modelo tiver menos contato com a cama ou precisar de suportes muito mais fortes, use suportes de grade ou triângulo.
Adicionar adesão à plataforma
Certifique-se de ter adicionado algum tipo de adesão à plataforma, como uma aba, para que os suportes tenham bastante base para colar.
Aumente a densidade do suporte
Tente isso como último recurso. Aumentar a densidade de suporte oferecerá ao seu modelo uma estrutura mais densa para descansar e será menos afetada por qualquer movimento do modelo, mas será muito mais difícil de remover.
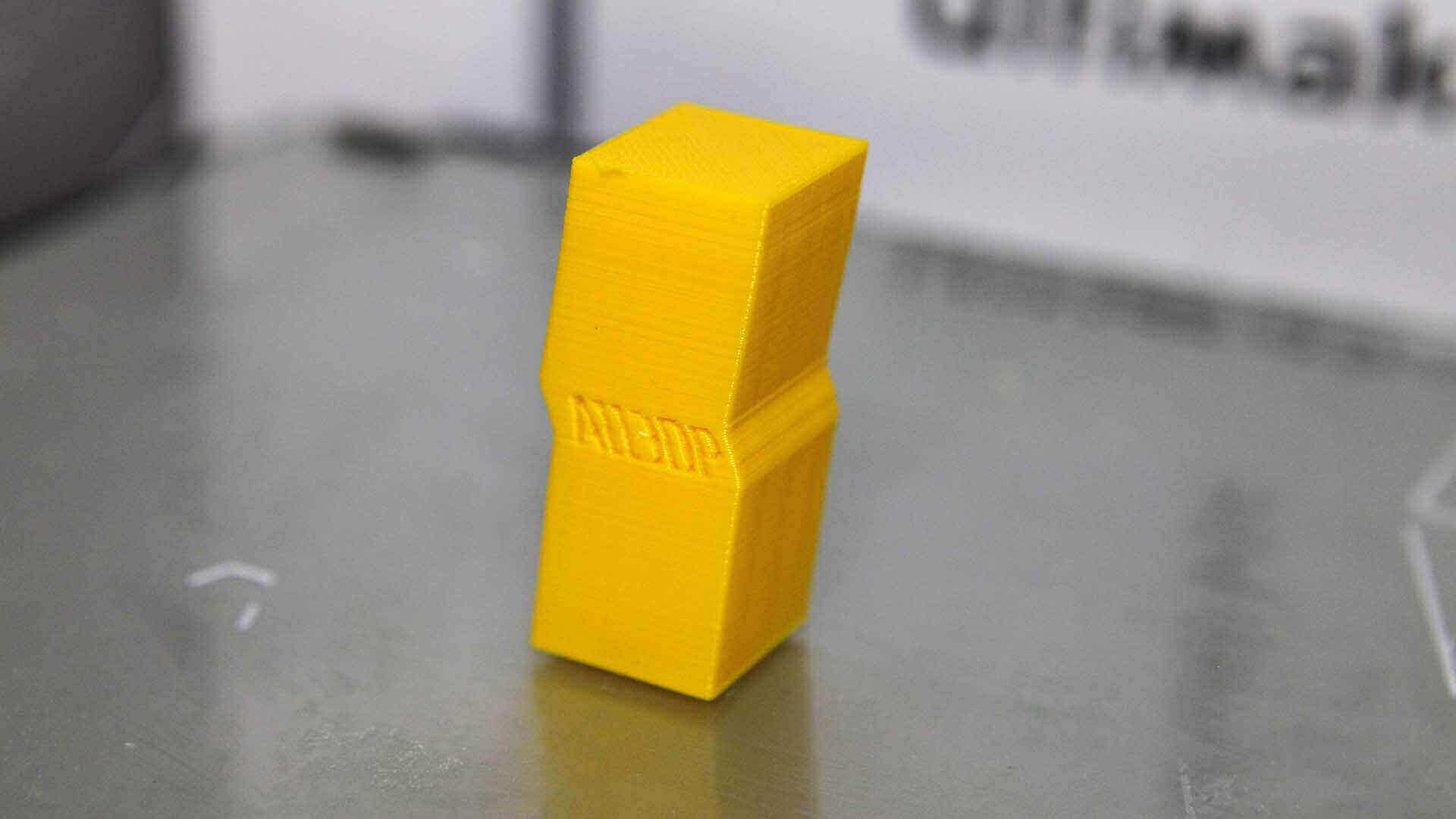
Criar suportes no modelo
Suportes excessivamente altos podem ser suscetíveis à fraqueza. Ao adicionar um bloco alto como parte de sua impressão que termina logo abaixo de onde os suportes são necessários, os suportes recebem uma base sólida sem a necessidade de imprimir alto e fraco.
Troque o filamento
O filamento pode se tornar quebradiço à medida que chega ao fim de sua vida útil, e isso geralmente se mostra na qualidade dos suportes. Troque o filamento por um carretel novo e veja se o problema melhora
Verifique se tudo está apertado
Trepidações e oscilações da impressora podem ser um problema real. Dê uma olhada na sua máquina e certifique-se de que tudo esteja apertado e recalibre, se necessário.
10. A primeira camada é bagunçada
Nivele a mesa de impressão
Cada impressora tem um processo diferente para nivelamento da plataforma de impressão. Os modelos Prusa mais recentes apresentam um sistema de nivelamento automático extremamente confiável, enquanto outros, como o Ultimaker, têm uma abordagem passo a passo útil que o orienta no processo de ajuste.
Temperatura mais baixa da cama
Tente reduzir a temperatura da cama em incrementos de 5 °C, até atingir o ponto ideal de adesão, sem perda de detalhes.
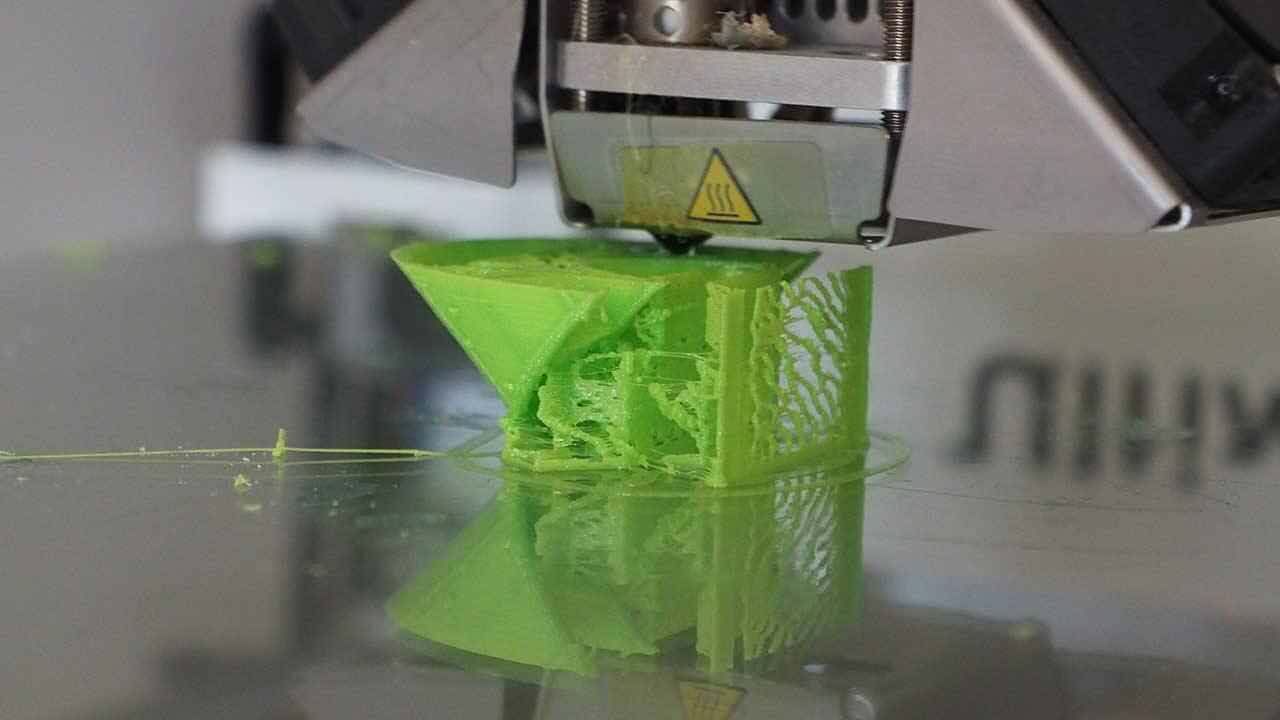
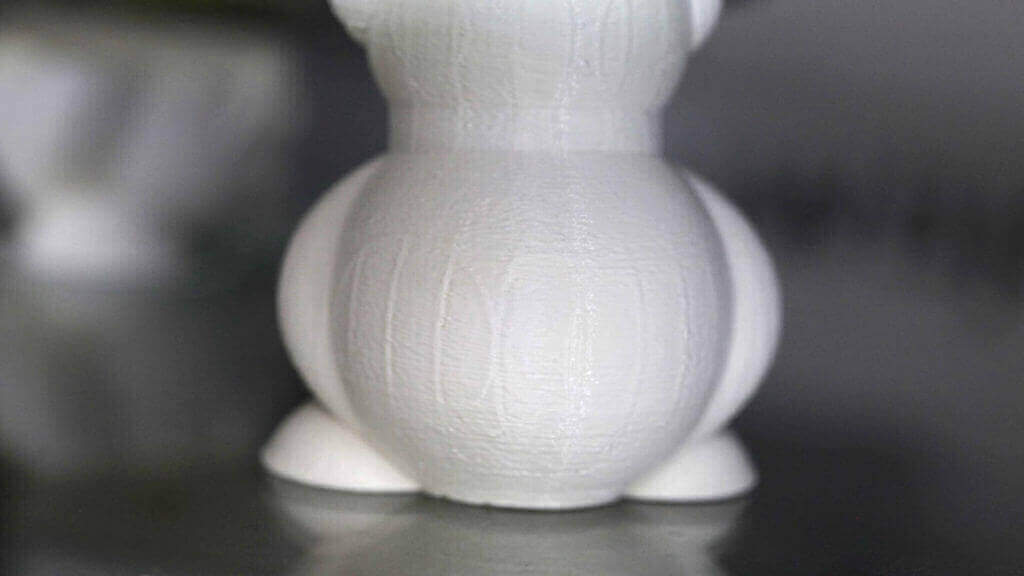
11. Imprimir arcos na parte inferior (pé de elefante)

Balance Bed Temp & Cooling
Para impedir que o pé de elefante apareça em suas impressões 3D, as camadas de base do modelo precisam ser resfriadas o suficiente para que possam suportar a estrutura acima. No entanto, aplique muito resfriamento e você corre o risco de deformar as camadas de base. Obter o equilíbrio certo pode ser complicado, comece diminuindo a temperatura da plataforma de impressão em intervalos de 5 graus (para +/- 20 graus da temperatura recomendada). Se a espessura inferior / superior estiver definida para 0.6 mm, inicie o ventilador em uma altura um pouco menor.
Mesa de impressão nivelada
Na maioria das vezes, a maioria dos problemas de impressão pode ser rastreada até o nível da plataforma de impressão. Cada impressora tem uma técnica ligeiramente diferente para nivelamento da plataforma de impressão. Comece calibrando o seu de acordo com o procedimento recomendado pelo fabricante da impressora.
Tente imprimir um cubo de calibração e observe como a impressora coloca o filamento na base. Ao imprimir o cubo, você poderá ver facilmente se sua cama está nivelada de quão uniformemente (ou não) suas camadas estão na cama.
Da mesma forma, você poderá ver se o bico está muito próximo da plataforma de impressão e raspando o filamento derretido, ou muito alto e fazendo com que o filamento se acumule e se espalhe.
Levante o bico
Apenas aumentar ligeiramente a altura do bico pode ajudar, mas tome cuidado muito alto e ele não grudará na plataforma.
Chanfrar a base
Outra opção é chanfrar a base do seu modelo. Obviamente, isso só é possível se você tiver projetado o modelo por conta própria ou tiver acesso ao arquivo original. Comece com um chanfro de 5mm e 45º, mas experimente um pouco para obter o melhor resultado.
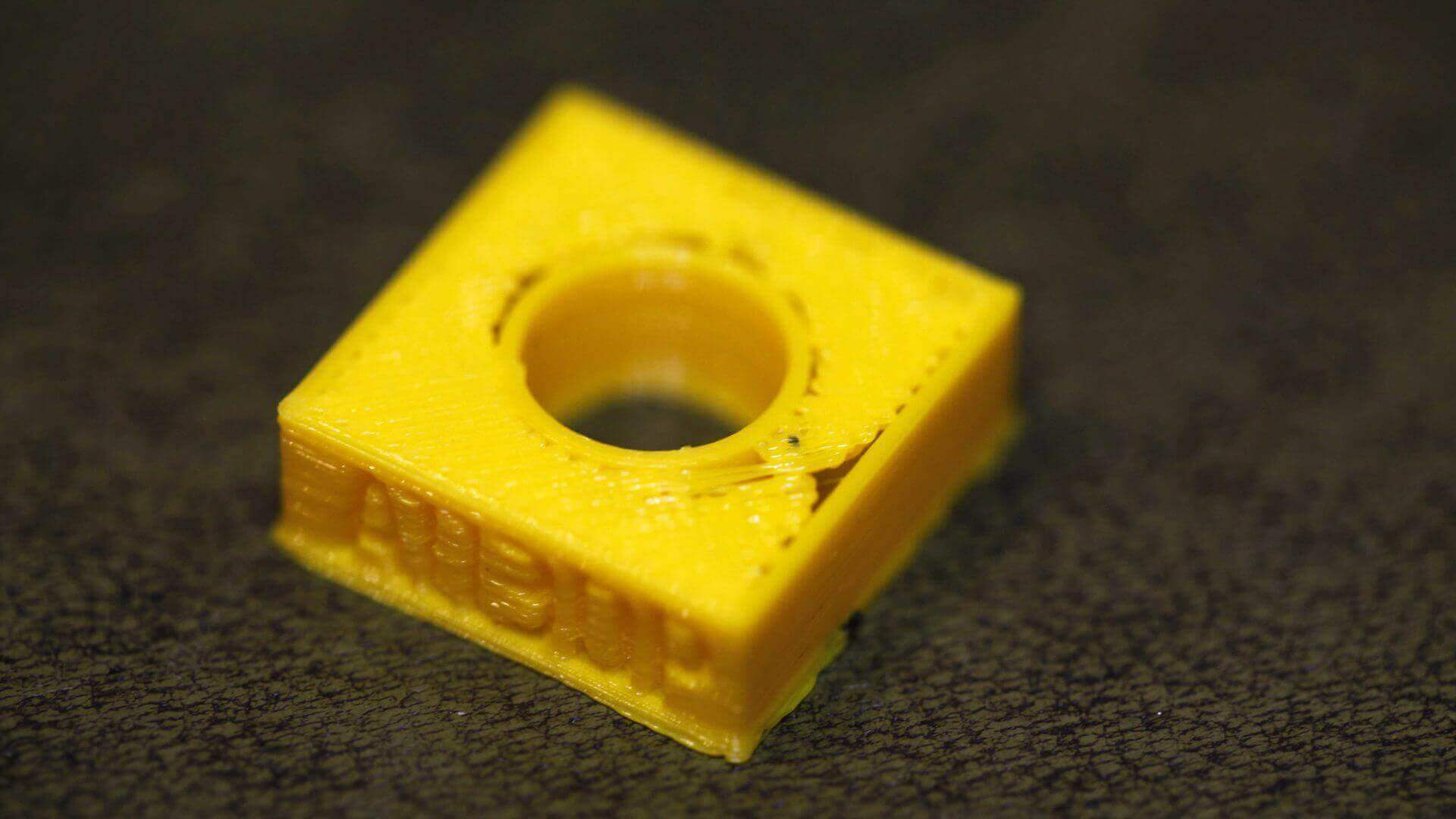
12. As bordas da Impressão estão dobrando (deformando)

Use uma plataforma de impressão aquecida
A solução mais fácil é usar uma plataforma de impressão aquecida e ajustar a temperatura para um ponto logo abaixo do ponto de fusão do plástico. Isso é chamado de “temperatura de transição vítrea”. Se você acertar essa temperatura, a primeira camada permanecerá plana na plataforma de impressão. A temperatura da plataforma de impressão geralmente é definida pelo software de fatiamento. Normalmente, você encontrará a temperatura recomendada para o seu filamento impressa na lateral da embalagem ou no carretel.
Aplique um adesivo na mesa de impressão
Se você ainda achar que sua impressão está levantando nas bordas, aplique uma pequena quantidade de cola em bastão uniformemente na base para aumentar a adesão.
Tente um tipo de plataforma diferente
Mude sua mesa de impressão para uma que ofereça melhor aderência. Fabricantes como a Prusa usam uma superfície de impressão PEI (Polieterimida) que oferece excelente adesão sem cola. A XYZPrinting fornece fita texturizada na caixa com algumas de suas impressoras, basicamente uma grande folha de fita adesiva e, novamente, adicionar isso funciona perfeitamente, embora apenas com plataformas de impressão não aquecidas. As impressoras 3D Zortrax têm uma mesa de impressão perfurada, os modelos se soldam a essa superfície, eliminando completamente o problema.
Nivele a plataforma de impressão
A calibração da plataforma de impressão pode ser outra causa, execute o processo de calibração para verificar se a cama está nivelada e a altura do bico está correta.
Aumentar o contato
Aumentar o contato entre o modelo e a cama é uma solução fácil e a maioria dos softwares de impressão tem a opção de adicionar jangadas ou plataformas.
Ajuste as configurações avançadas de temperatura
Se tudo mais falhar, você precisará dar uma olhada nas configurações avançadas de impressão da impressora e do software da impressora. Tente aumentar a temperatura da mesa de impressão em incrementos de 5 graus.
No software do fatiador, dê uma olhada no resfriamento do ventilador, isso geralmente é definido para que os ventiladores de resfriamento mudem para a potência total a uma altura de cerca de 0,5 mm, tente estender isso para 0,75 para dar às camadas de base um pouco mais de tempo para esfriar naturalmente.
Mesmo que sua impressora tenha uma plataforma de impressão aquecida, é sempre recomendável usar cola e calibrar regularmente o nível da cama.
13. O preenchimento parece incompleto

Verifique a densidade de preenchimento
Em seu software de fatiamento, verifique a densidade de preenchimento. Um valor em torno de 20% é normal; menos do que isso e é provável que você tenha problemas. Para impressões maiores, você pode aumentar isso para garantir que o modelo tenha suporte suficiente.
Diminua a velocidade de preenchimento
A velocidade com que o preenchimento é impresso pode ter um efeito importante na qualidade da estrutura. Se o preenchimento estiver fraco, diminua a velocidade de impressão do preenchimento.
Altere o padrão de preenchimento
A maioria dos softwares de fatiamento permite que você altere a estrutura interna. Você pode ter um padrão de grade, triângulo, favo de mel e muito mais. Tente selecionar uma opção diferente.
Verifique seu bico
Pode ser que haja um leve bloqueio no bico. Embora o bloqueio não afete a impressão das paredes externas mais espessas, porque há menos fluxo para a estrutura interna, o filamento está ficando preso.
14. Lacunas entre o preenchimento e parede externa
Verifique a sobreposição de preenchimento
Este é de longe o problema mais comum e é realmente fácil de resolver. Em seu software de fatiamento, localize a opção ‘Sobreposição de preenchimento’ e aumente o valor.
- No Cura, isso é definido como 15% por padrão. Aumente para 30%.
- No Simplify3D, você encontrará a opção em ‘Editar configurações do processo > sobreposição de preenchimento > contorno’. Aumente novamente o valor. Essa configuração está diretamente ligada à largura de extrusão, portanto, o valor % será uma % de qualquer que seja a largura de extrusão. Ao ajustar essa configuração, mantenha-a sempre abaixo de 50% ou você começará a ver os efeitos da sobreposição nos perímetros externos de sua impressão.
Imprima o preenchimento antes do invólucro de perímetro
Se você estiver imprimindo com uma parede externa relativamente fina, a estrutura do preenchimento pode aparecer. Se isso acontecer, você poderá alternar a ordem pela qual a impressora estabelece as camadas de preenchimento e perímetro. Por exemplo, no Cura, verifique se você tem a opção “Impressões de preenchimento após perímetros” marcada.
Aumente a temperatura da extremidade quente
Alguns dos materiais avançados mais recentes, como o XT-CF20, são um pouco menos tolerantes quando se trata de espalhar devido às fibras de carbono que fazem parte de sua estrutura. Ao imprimir com esses materiais, você pode descobrir que um ligeiro aumento de 5 a 10º na temperatura da extremidade quente faz toda a diferença.
Velocidade de impressão mais baixa
Ok, então você pode estar com pressa para obter a impressão, mas imprimir em velocidades mais altas pode causar todos os tipos de problemas se a impressora não estiver perfeitamente calibrada. Se você precisar imprimir rapidamente, ainda poderá evitar lacunas diminuindo a velocidade da camada superior.
15. O preenchimento é visível do lado de fora
Verifique a espessura da casca
Certifique-se de que o valor selecionado para a espessura da casca seja um múltiplo do tamanho do bico.
Aumente a espessura da casca
A solução mais fácil é aumentar a espessura da casca. Ao dobrar o tamanho, ele deve cobrir qualquer sobreposição causada pelo preenchimento.
Use o preenchimento após os perímetros
A maioria dos softwares de fatiamento permitirá que você ative as impressões de preenchimento após os perímetros.
- No Cura, abra as ‘Configurações de Especialistas’ e, na seção Preenchimento, marque a caixa ao lado de ‘Impressões de preenchimento após perímetros’
- No Simply3D, clique em ‘Editar configurações do processo’, selecione ‘Camada’ e, em ‘Configurações da camada’, selecione ‘De fora para dentro’ ao lado de ‘Direção do contorno’.
Verifique a plataforma de impressão
Verifique ao redor do modelo e se você perceber que o efeito é mais prevalente em um lado do que no outro, o efeito pode ser devido à calibração. Nesse caso, execute o processo de calibração usual.
Imprima conchas a seu favor
Dependendo do tipo de modelo que você está imprimindo, você pode usar a ordem de impressão interna e de concha a seu favor. Quando você quiser uma impressão de alta qualidade com um bom acabamento de superfície em que a resistência real do modelo não seja importante, selecione imprimir de fora para dentro. Se, no entanto, a força da impressão for primordial, selecione Imprimir de dentro para fora e dobre a espessura da parede.
A razão para a diferença de força é que, quando você imprime de fora para dentro, elimina a pequena quantidade de sobreposição que causa o problema de fantasmas, mas isso também significa que a estrutura real não criará a mesma força de ligação entre a estrutura interna e externa devido à falta de sobreposição.
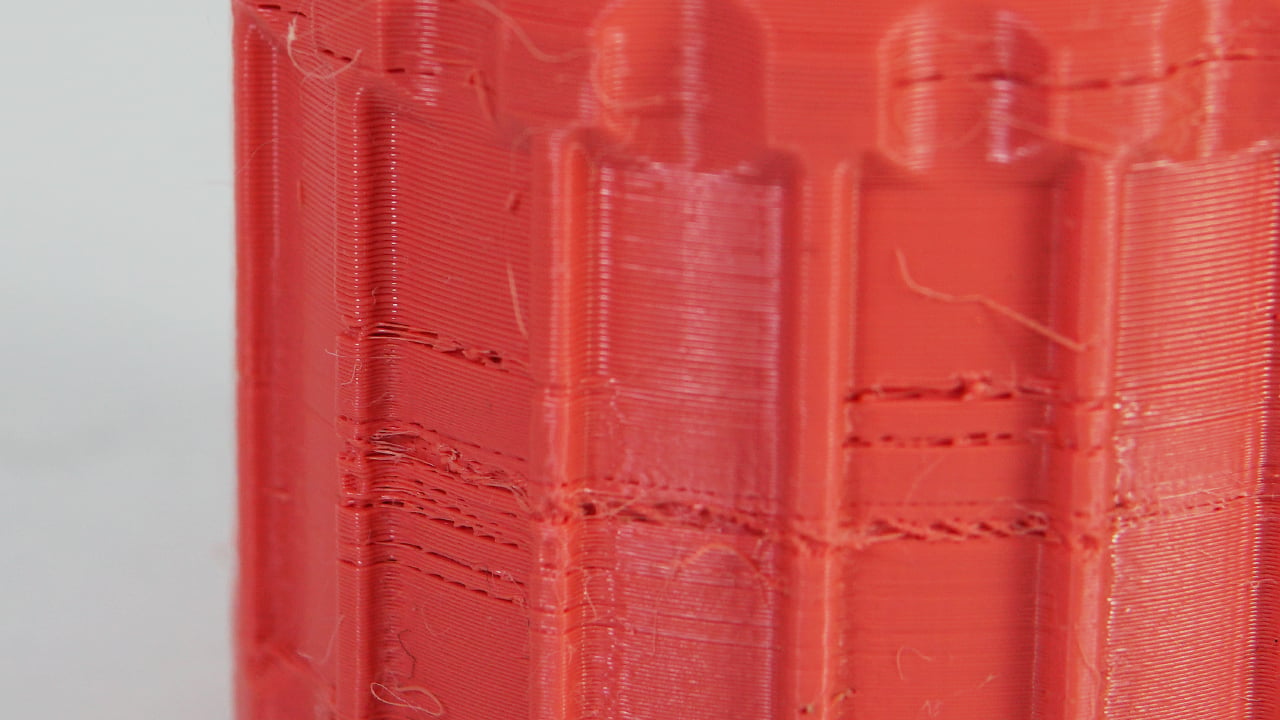
16. Rachaduras aparecem em objetos altos

Temperatura da extrusora
Comece aumentando a temperatura da extrusora; um bom começo seria aumentá-lo em 10ºC. Na lateral da sua caixa de filamento você verá as temperaturas da extremidade quente de trabalho, tente manter o ajuste de temperatura dentro desses valores.
Direção e velocidade do ventilador
Verifique novamente seus ventiladores e certifique-se de que eles estejam ligados e apontados para o modelo. Se estiverem, tente reduzir sua velocidade.
17. As camadas não se alinham bem
Verifique as correias Parte I
Comece verificando se cada uma das correias está apertada, mas não excessivamente apertada. Você deve sentir um pouco de resistência dos dois cintos ao apertá-los. Se você achar que a seção superior do cinto é mais apertada do que a inferior, este é um sinal infalível de que eles precisam de um ajuste e aperto. Algumas impressoras, como a Original Prusa i3, vêm com tensores de correia embutidos. Outros podem ser adaptados com os impressos em 3D. Se nenhuma dessas opções for uma opção para você, talvez seja necessário sujar as mãos e apertar manualmente o cinto.
Verifique as correias Parte II
As correias da impressora são normalmente apenas um laço contínuo enganchado em torno de duas polias. Um problema comum é que, com o tempo, a correia pode escorregar em uma polia e gradualmente ficar mais apertada na parte superior em comparação com a parte inferior – ou vice-versa – e, novamente, isso pode causar camadas desalinhadas.
Verifique se as hastes estão limpas e lubrificadas
Com o tempo, os detritos podem se acumular nas hastes, causando manchas estranhas de maior atrito que, por sua vez, podem afetar o movimento livre da cabeça e, novamente, causar deslocamento da camada. Uma limpeza rápida e um novo lubrificamento das hastes geralmente resolvem o problema.
Verifique se há hastes tortas ou desalinhadas Parte I
Se você vir a cabeça de impressão vacilar em certos pontos, pode ser que uma das hastes tenha ficado ligeiramente dobrada. Normalmente, você pode dizer desligando a máquina para que não haja energia passando pelos steppers e, em seguida, movendo a cabeça de impressão pelos eixos X e Y. Se você sente resistência, sabe que algo está errado. Comece vendo se as hastes estão alinhadas. Se estiverem, remova-os e enrole-os sobre uma superfície plana. Se algum estiver dobrado, será bastante óbvio.
Verifique se há hastes dobradas ou desalinhadas Parte II
Muitas impressoras usam hastes roscadas em vez de parafusos de avanço e, embora façam o trabalho, tendem a dobrar com o tempo. Não se preocupe em desmontar sua impressora para ver se ela está reta, basta usar um software de controle como o ‘Printrun’ para mover a cabeça de impressão para cima ou para baixo. Se uma das hastes do eixo Z estiver dobrada, você verá instantaneamente. Infelizmente, é quase impossível endireitar com precisão uma haste depois que ela está dobrada, mas, por outro lado, é uma boa desculpa para substituir as hastes roscadas antigas por parafusos de avanço.
Verifique as polias de acionamento
Estes são geralmente conectados diretamente a um motor de passo ou a uma das hastes principais que acionam a cabeça de impressão. Se você girar cuidadosamente a polia, verá um pequeno parafuso sem cabeça. Segurando a haste e a correia presa, puxe a correia para forçar a polia a girar. Você deve descobrir que não há deslizamento entre a polia e o passo ou haste. Se houver, aperte o parafuso sem cabeça e tente novamente.
18. Algumas Camadas estão faltando
Verificação mecânica
É uma boa prática dar uma olhada na sua impressora 3D de vez em quando e o aparecimento de lacunas na impressão 3D é sempre um bom sinal de que agora é a hora de dar um pouco de amor e atenção à sua impressora 3D. Comece verificando as hastes e certifique-se de que todas estejam encaixadas em rolamentos ou clipes e não tenham saído, deslocado ou movido nem ligeiramente.
Verificação de alinhamento da haste
Certifique-se de que todas as hastes ainda estejam em perfeito alinhamento e não tenham se deslocado. Muitas vezes, você pode dizer desligando a energia (ou desativando os steppers) e, em seguida, movendo suavemente a cabeça de impressão pelos eixos X e Y. Se houver alguma resistência ao movimento, algo está errado e geralmente é muito fácil dizer se isso é devido a um desalinhamento, uma haste ligeiramente dobrada ou um problema com um dos rolamentos.
Rolamento desgastado
Quando os rolamentos vão, eles geralmente informam sobre isso criando um ruído audível. Você também deve ser capaz de sentir movimentos irregulares na cabeça de impressão e, ao imprimir, a máquina parece estar vibrando levemente. Se for esse o caso, desconecte a energia e mova a cabeça de impressão através do X e Y para localizar a região do rolamento quebrado.
Verifique se há óleo
Lubrificar as juntas é fácil de esquecer, mas manter tudo bem lubrificado é essencial para o bom funcionamento da máquina. O óleo para máquina de costura é ideal e pode ser comprado em quase todos os armarinhos a um preço relativamente barato. Antes de aplicar generosamente, verifique se as hastes estão limpas e livres de sujeira e detritos de impressão – uma limpeza rápida das hastes antes de aplicar uma nova camada de óleo é sempre uma boa ideia. Quando todas as hastes parecerem limpas, apenas passe um pouco, mas não muito. Em seguida, use o software de controle da impressora, como o Printrun, para mover o cabeçote pelos eixos X e Y para garantir que as hastes estejam uniformemente cobertas e se movendo suavemente. Se você adicionar um pouco de óleo demais, não se preocupe, apenas limpe um pouco com um pano sem fiapos.
Subextrusão
O problema final pode ser a subextrusão. Confira nossa dica de solução de problemas de impressão 3D dedicada para subextrusão aqui.
19. A impressão se inclina quando não deveria
Verifique os eixos X e Y
Se a sua impressão estiver inclinada para a esquerda ou para a direita, você tem um problema no eixo X. De trás para frente e você tem um problema no eixo Y. Depois de diagnosticar qual é, você pode verificar as correias e polias. Se você tiver uma impressora como a Prusa i3, o processo é bastante simples, pois os steppers estão diretamente conectados à correia de transmissão principal. Para a Ultimaker e outras impressoras, o processo pode ser um pouco mais complicado.
Verifique se as correias não estão esfregando
Olhe ao redor de cada uma das correias e certifique-se de que elas não estejam esfregando na lateral da máquina ou em qualquer outro componente. Além disso, verifique se o alinhamento das correias está correto. Se alguém estiver em um pequeno ângulo, isso pode causar problemas.
Aperte o parafuso sem cabeça do acoplador do motor de passo
Depois de diagnosticar qual eixo está causando o problema, use uma chave Allen para apertar o parafuso sem cabeça do acoplador correspondente que se conecta ao motor de passo.
Verifique as polias da haste
Máquinas mais complexas, como a Ultimaker 2, possuem uma série de correias e polias. As hastes principais X e Y na parte superior da máquina apresentam oito polias. Contorne cada um deles no eixo afetado e aperte os parafusos sem cabeça para cada um. É improvável que isso cause algum deslizamento, mas se um estiver solto, um cinto pode se desalinhar.
20. Saliências são bagunçadas
Adicionar suportes
A solução mais rápida e simples é adicionar suportes. A maioria dos softwares de fatiamento permitirá que você faça isso rapidamente.
Em Simplificar3D, clique em Editar configurações do processo > Suporte > Gerar material de suporte; Você pode ajustar a quantidade, o padrão e as configurações. No Cura, basta selecionar o tipo de suporte desejado nas configurações básicas.
Criar suportes no modelo
Os suportes gerados pelo software às vezes podem ser intrusivos e resultar em material de suporte preso em locais impossíveis de remover. Criar o seu próprio em seu aplicativo de modelagem é uma boa alternativa. É preciso um pouco mais de habilidade, mas pode permitir alguns resultados fantásticos.
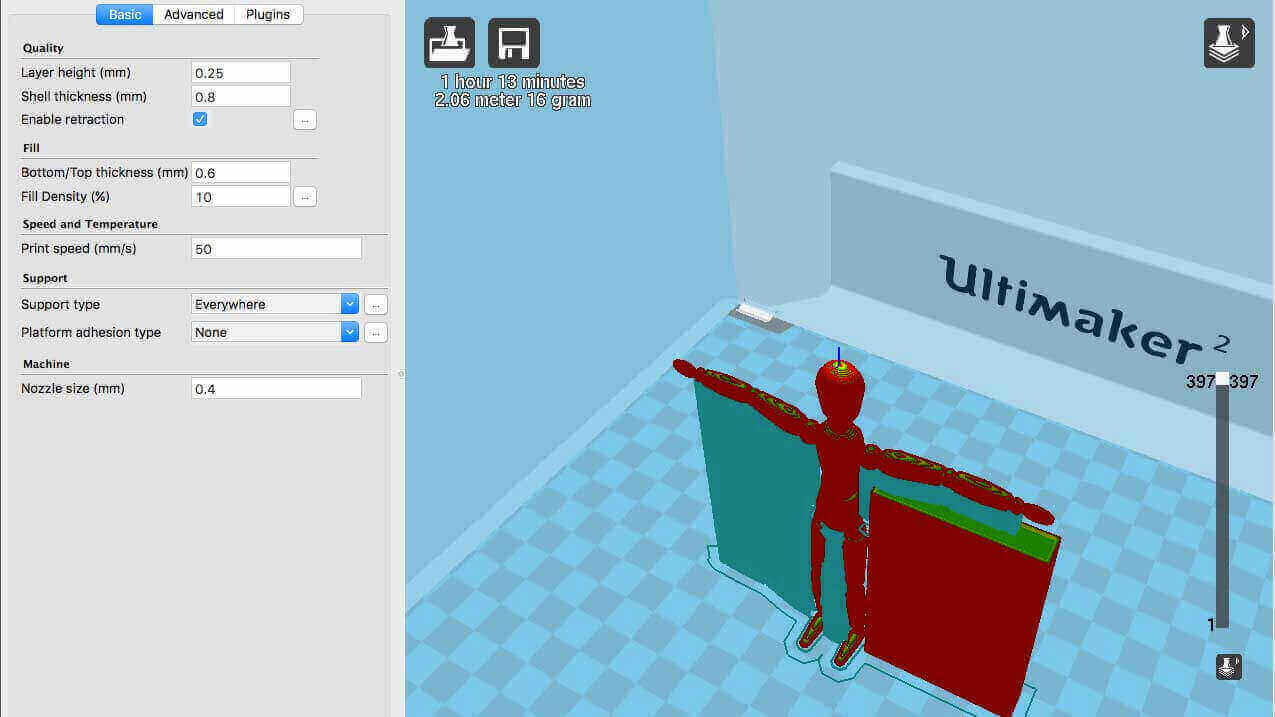
Crie uma plataforma de suporte
Ao imprimir uma figura, braços e outras extrusões são as áreas mais comuns que causam problemas. O uso de suportes da mesa de impressão também pode causar problemas, pois muitas vezes eles precisam abranger distâncias verticais muito grandes; Para estruturas que deveriam ser facilmente removidas e frágeis, essa distância é primordial para causar problemas.
Criar um bloco sólido ou parede sob os braços, etc., e depois criar um suporte menor entre o braço e o bloco pode ser uma ótima solução.
Incline as paredes
Se você tiver uma saliência estilo prateleira, uma solução fácil é inclinar a parede em 45º para que a parede realmente se suporte e elimine a necessidade de qualquer outro tipo de suporte.
Quebre a peça
Outra maneira de olhar para o modelo é separá-lo em impressões separadas. Com alguns modelos, isso permite que você vire o que seria uma saliência e, em vez disso, torne-a uma base. O único problema com isso é que você precisa encontrar uma maneira de unir as duas partes novamente.
21. As áreas de superfície abaixo
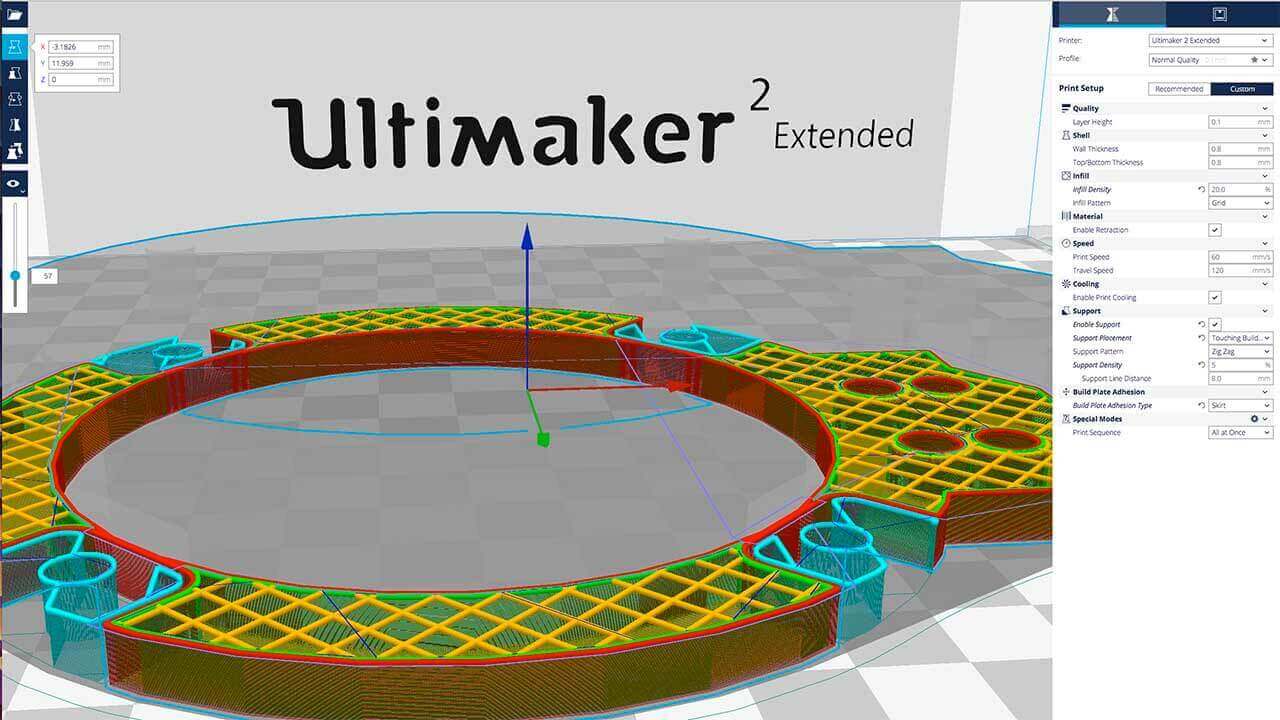
verifique o posicionamento do suporte
A maioria dos softwares de fatiamento permitirá que você escolha se sua estrutura de suporte está tocando a placa de impressão ou “em todos os lugares”. Para a maioria dos modelos, “Tocar na placa de impressão” é suficiente. Escolher Everywhere resultará em suportes… bem, em todos os lugares. O que significa, no contexto desta dica de solução de problemas de impressão 3D, um acabamento superficial áspero em toda a sua impressão.
Verifique a capacidade da sua impressora
Muitas vezes, as pessoas usam suportes sem perceber que sua impressora pode preencher lacunas e imprimir ângulos relativamente íngremes com facilidade. A maioria das impressoras é capaz de preencher lacunas de 50 mm e ângulos de impressão de 50º sem erros. Crie ou baixe uma impressão de teste para se familiarizar com a verdadeira capacidade de sua impressora.
Ajuste o padrão de suporte
Dependendo do tipo de modelo, uma alteração no padrão de suporte pode ser suficiente para uma melhor interface de modelo de suporte; tente mudar de “Grid” para “Zig Zag”.
Reduza a densidade de suporte
Em seu software de fatiamento, mude a visualização para “Camadas” e dê uma olhada na estrutura de suporte. O software padrão geralmente aplica uma estrutura de suporte densa. Se você reduzir essa densidade, o suporte ficará mais fraco, mas desde que sua impressora esteja bem ajustada, isso não deve ser um problema. No Cura, uma densidade de suporte de 5 pode ser usada com sucesso e reduz muito o efeito da estrutura na superfície do modelo.
Reduza a temperatura de impressão
Verifique novamente a faixa de temperatura do filamento e ajuste a temperatura da extremidade quente para o mínimo para o material. Isso pode resultar em uma ligação mais fraca entre as camadas, mas também facilitará a remoção da estrutura de suporte.
Dica de solução de problemas de impressão 3D: Extrusão dupla e materiais de suporte solúveis
Uma solução cara, mas se a maioria de suas impressões usa estruturas de suporte complexas, uma impressora de extrusão dupla, como a Ultimaker 3 ou a Cel RoboxDual, é realmente o único caminho a percorrer. Os materiais de suporte solúveis em água, como o PVA, se destacaram e fornecem uma maneira conveniente de obter impressões complexas sem sacrificar completamente o acabamento da superfície.
O melhor de tudo é que você pode adicionar suportes a cavidades das quais anteriormente seria impossível remover suportes de material de impressão padrão, o que significa que impressões mais complexas também estão ao seu alcance.
Este artigo foi inicialmente publicado por All3DP.