Skip to content
Skip to content

Aprenda tudo o que você precisa saber sobre estruturas de suporte de impressão 3D para FDM. Trabalhe com confiança em saliências e pontes em seus modelos!
Estruturas de suporte: Se você tem alguma experiência com uma impressora 3D FDM , provavelmente já se deparou com uma ou duas ocasiões em que deveria tê-las utilizado. Uma impressora 3D FDM funciona depositando camada sobre camada de termoplásticos para criar um objeto 3D. Por isso, cada nova camada deve ser suportada pela camada abaixo dela. Se o seu modelo tiver uma saliência que não seja suportada por nada abaixo, há uma boa chance de que ela caia ou até mesmo caia, e você precisará de estruturas de suporte impressas em 3D adicionais para garantir uma impressão bem-sucedida.
Estruturas de suporte são consideradas um mal necessário na impressão 3D. Por um lado, são absolutamente necessárias para modelos com saliências ou pontes complexas. Por outro, aumentam os custos de material, exigem mais trabalho de pós-processamento e podem danificar a superfície do modelo. Obter os suportes corretos é, portanto, um aspecto muito importante da impressão 3D de modelos complexos.
Neste artigo, abordaremos tudo o que você precisa saber sobre estruturas de suporte para impressão 3D. Role a página para baixo para ver o resumo.
Quando você precisa deles?
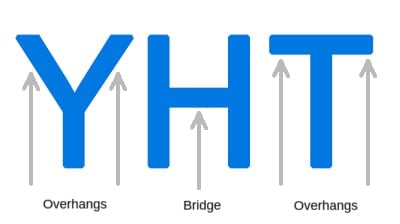
Em geral, quando o seu modelo tem uma saliência ou uma ponte que não é sustentada por nada abaixo, pode ser necessário usar suportes para poder imprimi-lo em 3D. Aqui estão alguns exemplos de saliências e pontes ilustradas com a ajuda das letras Y, H e T.
A regra dos 45 graus para saliências
Nem todas as saliências precisam de suporte. A regra geral é: se uma saliência se inclinar em um ângulo inferior a 45 graus em relação à vertical, você poderá imprimi-la sem usar suportes.
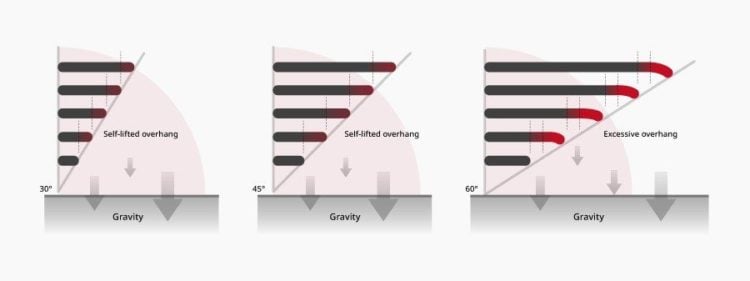
As impressoras 3D usam um deslocamento horizontal muito pequeno (quase imperceptível) entre camadas consecutivas. Portanto, uma camada não se sobrepõe perfeitamente à camada anterior, a menos que uma parede vertical seja impressa. Isso permite que a impressora imprima saliências que não se inclinem muito em relação à vertical. Qualquer ângulo abaixo de 45 graus pode ser suportado pelas camadas anteriores, mas qualquer ângulo acima desse valor, não. 45 graus é considerado a linha de falha.
Esse aspecto é melhor ilustrado pelas letras Y e T. As duas saliências da letra Y têm um ângulo inferior a 45 graus em relação à vertical. Portanto, se você quiser imprimir a letra Y, pode usar qualquer suporte.

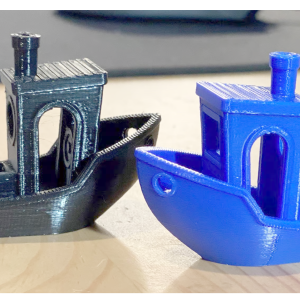
Por outro lado, as saliências na letra T têm um ângulo de 90 graus em relação à vertical. Portanto, você deve usar suportes para imprimir a letra T, caso contrário, o resultado será uma bagunça, como ilustrado abaixo.

Lembre-se de que a regra dos 45 graus é uma métrica padrão em fatiadores para suportes automáticos, permitindo levar em conta diversas variáveis e ainda obter resultados satisfatórios. Usuários experientes costumam ajustar configurações como velocidade de impressão ou taxa de resfriamento para aumentar o ângulo de projeção atingível e ainda assim obter impressões bem-sucedidas. Frequentemente, os fabricantes de impressoras 3D FDM afirmam que suas máquinas são capazes de imprimir ângulos de projeção maiores por padrão. Isso ocorre porque suas máquinas vêm com parâmetros de processo avançados e hardware mais potente. Isso não significa, no entanto, que o mesmo resultado não possa ser alcançado por uma impressora padrão e um operador experiente.
A regra dos 10 mm em pontes
Assim como as saliências, nem todas as pontes precisam de suporte. Aqui, a regra geral é: se uma ponte tiver menos de 10 mm de comprimento, a impressora poderá imprimi-la sem suportes.
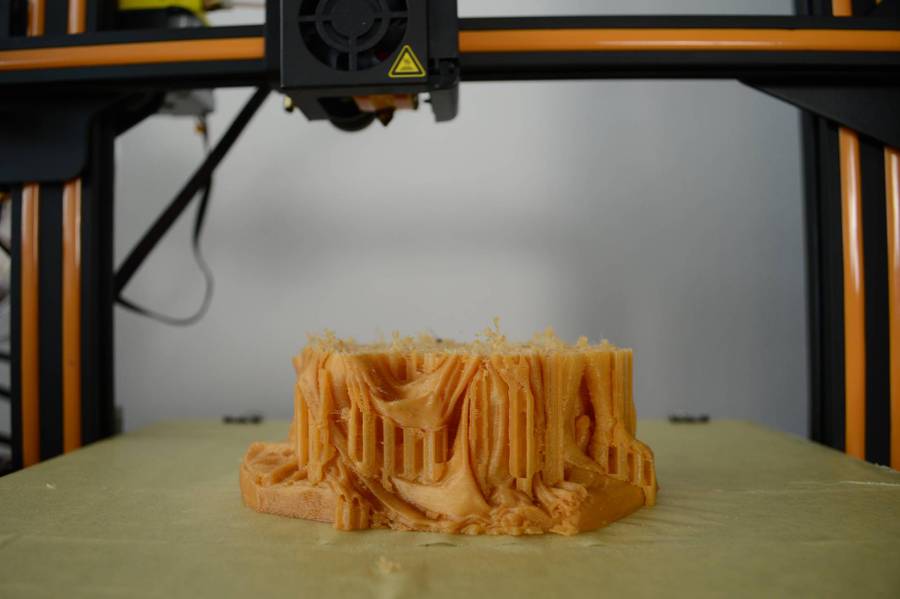
Para fazer isso, a impressora usa uma técnica chamada bridging, na qual ela estica o material quente por curtas distâncias e consegue imprimi-lo com o mínimo de flacidez.
No entanto, se a ponte for maior que 10 mm, essa técnica não funciona. Nesse caso, você precisa adicionar suportes, caso contrário, ocorrerá flacidez.
Mais uma vez, considere essa distância apenas como uma regra geral. Ajustes de parâmetros, especialmente o resfriamento ativo e a velocidade de impressão, podem melhorar bastante essa distância e produzir pontes que se estendem muito além do limite de 10 mm. Se quiser saber quais configurações ajustar, confira nossas 6 dicas para pontes perfeitas.
Teste os recursos da sua impressora
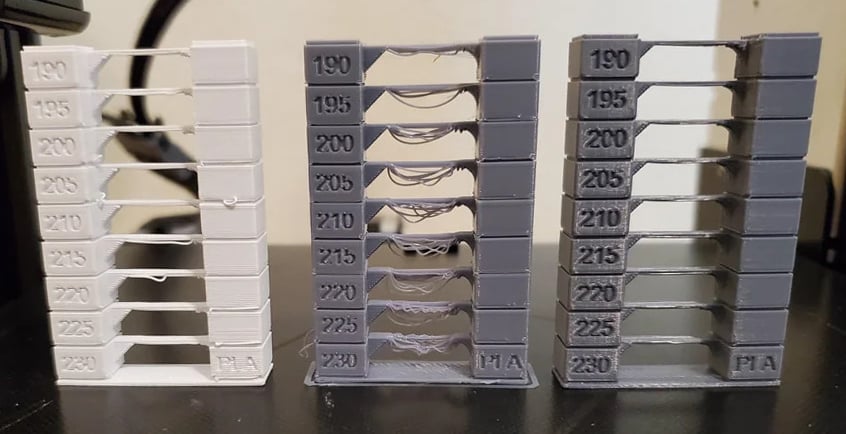
Ambas as regras básicas sobre saliências e pontes são apenas isso – regras básicas. Muito depende da sua impressora, do seu estado e do material utilizado. Impressoras em mau estado podem não conseguir imprimir saliências em um ângulo de 35 ou 40 graus em relação à vertical, enquanto impressoras bem calibradas conseguem lidar com saliências e pontes mais extremas. Portanto, antes de começar a imprimir modelos, é uma boa prática ter uma ideia da capacidade da sua impressora de imprimi-los.
Isso é bem fácil de fazer. Para saliências, basta baixar este modelo de teste de saliência maciça do Thingiverse e imprimi-lo. Este modelo apresenta uma série de saliências que variam de 20 a 70 graus em incrementos de 5 graus. Para testar a ponte, este design em formato de concha serve e mostra até onde o envelope pode ser expandido. Como alternativa, você pode sempre usar modelos gerais de calibração de impressão que também incluem pontes e saliências.
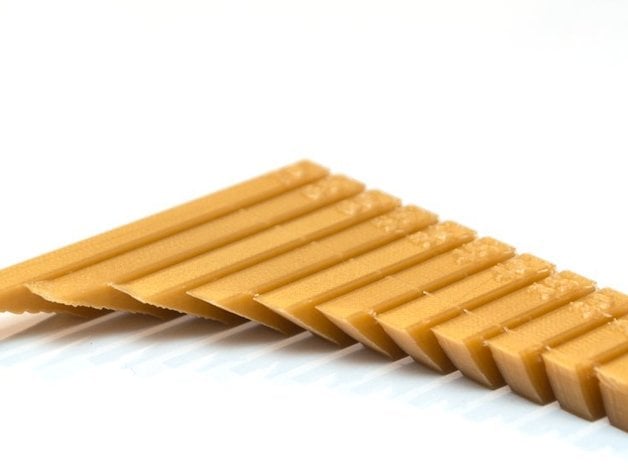
Compare as peças resultantes em relação à precisão dimensional e à qualidade da superfície. Identifique o ângulo em que a impressora começa a falhar. Este é o ângulo máximo de projeção ou distância de ponte que sua impressora pode imprimir sem suporte nas configurações escolhidas. Anote isso para que você possa usar essa informação posteriormente para decidir onde usar suporte e onde não.
Desvantagens dos Suportes
Como muitas coisas na vida, usar estruturas de suporte tem suas desvantagens. Há algumas para abordar aqui, então deixe-nos explicar.
Aumento do custo do material

Se você usa impressão 3D em um ambiente de produção, provavelmente só se importa com o custo por peça. Se você é um amador com orçamento limitado, provavelmente também se importa com isso.
Estruturas de suporte impressas em 3D obviamente aumentam o custo de produção do modelo. As estruturas de suporte consomem material, que posteriormente é removido e descartado. Portanto, cada pedaço de material de suporte que você usa é essencialmente desperdício e aumenta o custo da impressão.
Principalmente ao imprimir com materiais especializados, como filamentos reforçados com fibra de carbono, os custos podem aumentar rapidamente e pode valer a pena considerar extrusoras duplas que permitem que a máquina alterne entre diferentes materiais.
Maior duração da impressão
Outro fator de custo é o aumento da duração da impressão, devido às estruturas de suporte. Embora as impressoras 3D FDM não custem muito para operar, os tempos de impressão podem aumentar rapidamente, especialmente quando se trata de produção em massa.
Por outro lado, minimizar as estruturas de suporte nem sempre é a solução mais rápida. Se você deseja uma peça única, pode fazer mais sentido usar mais suportes do que o teoricamente necessário para uma primeira tentativa bem-sucedida, em vez de falhar e ter que imprimir a mesma peça várias vezes.
Portanto, o custo dependerá de quantas peças você deseja produzir, de quantos suportes são necessários, em que velocidade você os imprime e da facilidade com que eles podem ser removidos.
Pós-processamento adicional
Estruturas de suporte não fazem parte do modelo. Elas são usadas para sustentar geometrias salientes durante a impressão. Isso significa que, após a impressão, você tem a tarefa adicional de remover as estruturas antes que o modelo esteja pronto para ser impresso.
Em um ambiente de produção, trabalho adicional significa custo adicional para o modelo. Isso pode piorar ainda mais quando as estruturas de suporte estão em locais de difícil acesso, não se separam facilmente da peça real ou sua remoção causa a quebra de partes do modelo.
Para minimizar o pós-processamento, você pode considerar mudar para suportes solúveis. Alternativamente, você pode se livrar dele completamente integrando suportes ao projeto ou reorientando o modelo .
Risco de danificar o modelo
Estruturas de suporte tocam e frequentemente grudam nas faces voltadas para baixo dos modelos. Esta é a única maneira de fornecer suporte a saliências e pontes. Se você não tomar cuidado ao removê-las, elas podem deixar manchas na superfície do modelo. Na pior das hipóteses, parte do modelo pode se quebrar junto com a estrutura de suporte.
Em suma, existem desvantagens significativas no uso de estruturas de suporte. Portanto, aqui vai outra regra prática: minimize o uso de estruturas de suporte e adicione-as apenas onde necessário . Nas seções seguintes, mostraremos como aplicar essa filosofia desde a fase de projeto CAD até a fase de impressão.
Geometria da Estrutura de Suporte
Existem dois tipos comuns de suporte: suporte em treliça e suporte em árvore
Suporte de treliça
Também conhecido como linear, este é o tipo de suporte mais comum usado em impressão 3D. Consiste em pilares verticais que tocam toda a saliência. Este tipo de suporte para impressão 3D funciona para praticamente qualquer saliência e ponte. No entanto, são muito mais difíceis de remover e muito mais propensos a causar danos à superfície do modelo.
Suporte tipo árvore
O suporte tipo árvore é uma estrutura semelhante a uma árvore que sustenta as saliências do modelo. Este tipo de suporte de impressão 3D toca a saliência apenas em determinados pontos.
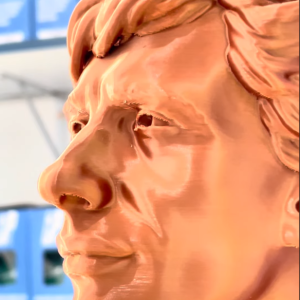
A vantagem de usar um suporte de impressão 3D em formato de árvore é que ele é mais fácil de remover e não danifica muito a parte inferior da saliência. Observe, porém, que ele só é adequado para saliências não planas, como a ponta do nariz, a ponta dos dedos ou os arcos, geralmente encontrados em modelos mais orgânicos. Ele não oferece estabilidade suficiente para saliências planas.
Tipos de suporte por facilidade de remoção
Suportes de separação

Impressoras com uma extrusora usam estruturas de suporte removíveis por padrão.
Quando se tem uma extrusora, é preciso usar o mesmo material usado para imprimir o modelo para as estruturas de suporte. Naturalmente, é possível ajustar a densidade das estruturas de suporte e torná-la bem menor do que a densidade do modelo, mas esse é o único controle que se tem em relação ao material de suporte.
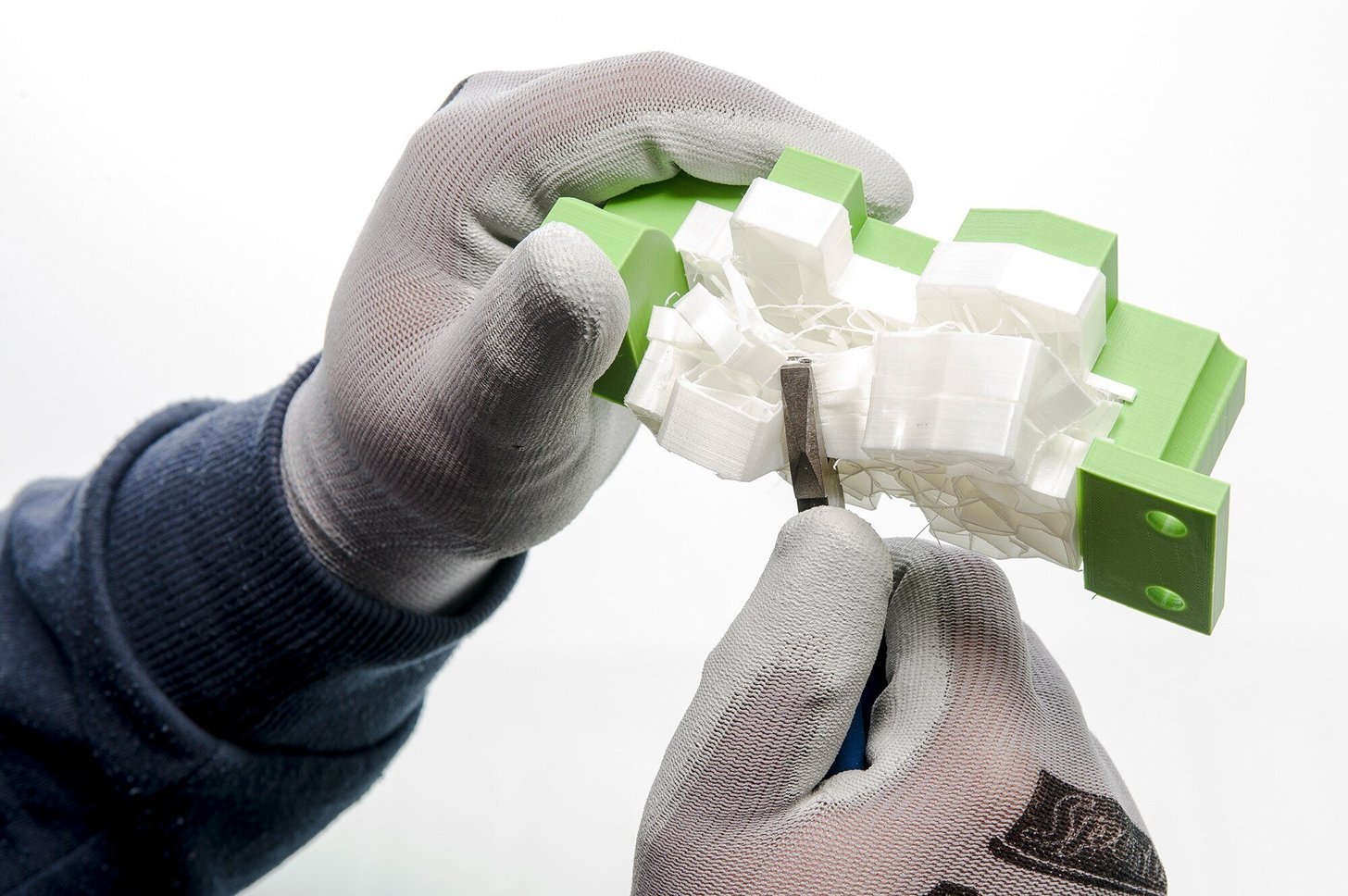
Como o modelo e os suportes são feitos do mesmo material, a única maneira de separá-los é quebrando a estrutura de suporte manualmente ou cortando-a cuidadosamente com uma faca.
Esses métodos de remoção apresentam um grande risco de danificar o modelo, e é preciso aplicar a técnica adequada e permanecer extremamente vigilante e cuidadoso durante a fase de remoção.
Suportes Dissolvíveis
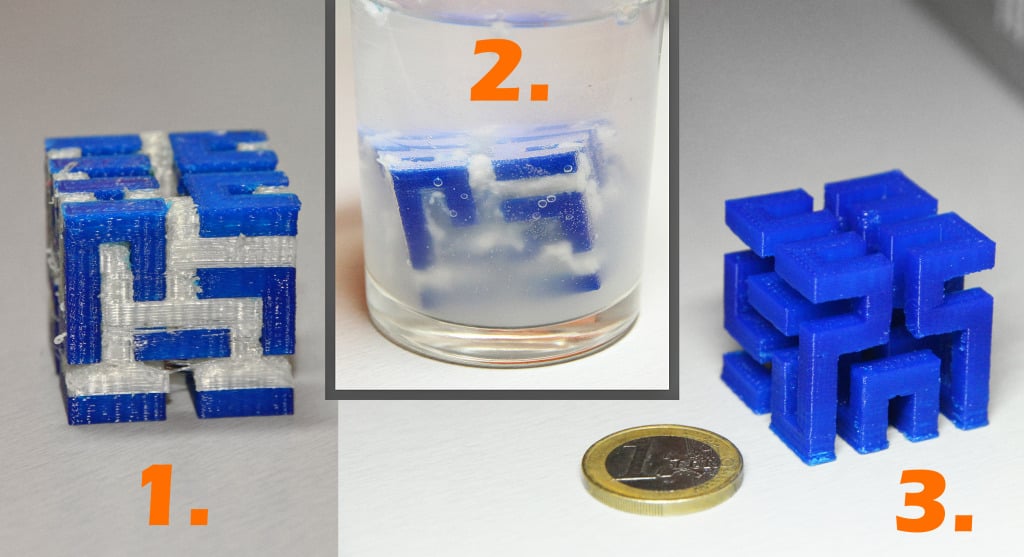
Se você tiver uma impressora com duas extrusoras, existe uma opção melhor. Você pode carregar uma extrusora com PLA para imprimir o modelo e a outra com um material solúvel em água, como PVA, ou um material solúvel em limoneno, como HIPS, para imprimir as estruturas de suporte. Após a impressão, basta lavá-las mergulhando o modelo em água ou limoneno.
Esse método de remoção reduz o risco de danos ao modelo e facilita o trabalho de pós-processamento, tornando-o ideal para impressões complexas.
Como remover suportes de separação
Como estruturas de suporte quebráveis são difíceis de remover e podem danificar o modelo, incluímos alguns truques testados e comprovados para removê-las da maneira correta.
- Primeiro, identifique as estruturas de suporte que estão completamente expostas e fáceis de manobrar com os dedos. Tente removê-las com os dedos. Seja cuidadoso. Se você fizer isso corretamente, a maior parte da estrutura de suporte deverá se soltar com bastante facilidade.
- Em seguida, use uma ferramenta para remover as estruturas de suporte de difícil acesso. Há muitas opiniões sobre quais ferramentas funcionam melhor. Você pode usar um alicate de bico fino, uma espátula ou um estilete. Você também pode usar uma combinação de todas essas ferramentas.
- Ao usar uma faca ou raspador, é uma boa ideia aquecer o modelo ou a lâmina. Isso facilita o corte das estruturas de suporte. Um pequeno maçarico de butano pode ajudar, mas tome cuidado para não danificar o modelo.
- Tenha muito cuidado com facas Exacto porque elas são muito afiadas.
- A lixa também é uma ótima ferramenta para remoção. Lixar com lixas de alta granulação (220 a 1200) removerá as pequenas saliências deixadas após a remoção e também polirá o modelo. Para melhores resultados, aplique água na peça e lixe com movimentos suaves e leves até atingir a qualidade de superfície desejada.

6. Modelos à base de PLA podem desenvolver marcas de estresse quando as estruturas de suporte se desprendem, causando arranhões, marcas e manchas. O esmalte é uma ótima ferramenta para remendar ou cobrir essas imperfeições. Se ocorrer descoloração, você pode tentar aquecer cuidadosamente o material com uma pistola de ar quente para restaurá-lo à cor original.
Se você estiver interessado na opinião da comunidade sobre esse assunto, dê uma olhada neste tópico: Melhor maneira de remover vigas, suportes e outros filamentos estranhos.
Minimize os suportes por meio do design
Integrar suportes ao modelo
Um truque para evitar estruturas de suporte é adicionar elementos ao modelo que possam desempenhar a mesma função. Esse truque tem sido usado por escultores há séculos. Por exemplo, observe esta escultura “Vênus Vitrix” de Antonio Canova.

Aqui, o braço direito é uma saliência, mas é sustentado pelos travesseiros. A perna esquerda é outra saliência, mas desta vez as togas amontoadas servem de apoio.
O próximo exemplo é um modelo chamado “The Guardian”, do designer Fantasygraph. Ele habilmente sustenta as pernas e as nádegas da modelo com um vestido esvoaçante. A lança fixada na parte inferior serve de apoio para o braço esquerdo.

Integrar estruturas de suporte ao design é mais uma arte do que uma ciência. É preciso criar elementos que se encaixem no design geral e possam suportar as saliências ou pontes. Quando feito corretamente, isso realça a beleza do modelo e torna o processo de impressão livre de estruturas de suporte, economizando tempo, dinheiro e mão de obra.
Chanfros
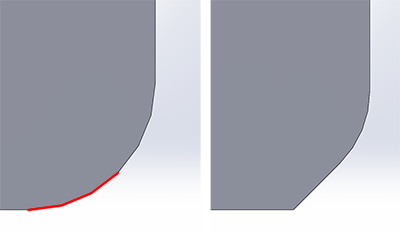
Outra maneira de eliminar apoios são os chanfros. Chanfros são uma maneira prática de transformar saliências desagradáveis em saliências inofensivas com ângulos inferiores a 45 graus.
Por exemplo, se você tiver uma borda levemente inclinada ou curva, pode substituí-la por uma borda angular que não necessite de suporte. Esse design angular é chamado de chanfro.
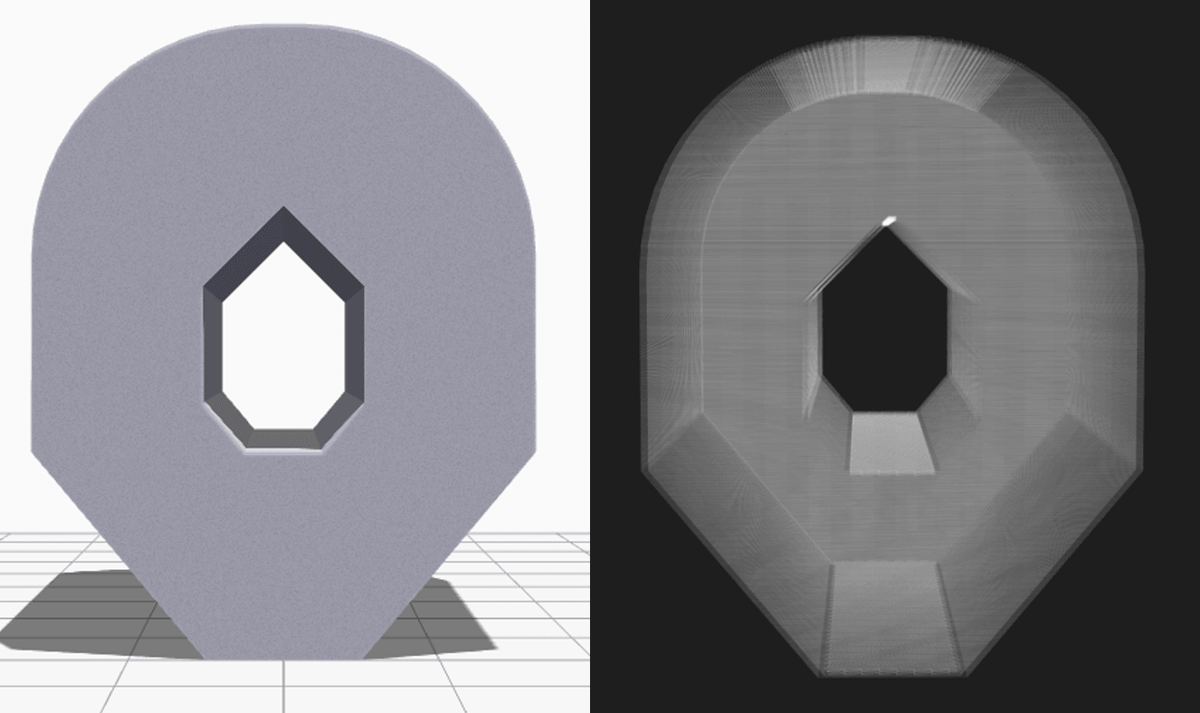
Da mesma forma, se houver um furo no modelo, você pode convertê-lo em um furo chanfrado em forma de lágrima. Na maioria das vezes, isso não afetará a estética geral do modelo. Mas ajudará a reduzir os suportes necessários para imprimir um modelo.
Minimize os suportes por meio da reorientação
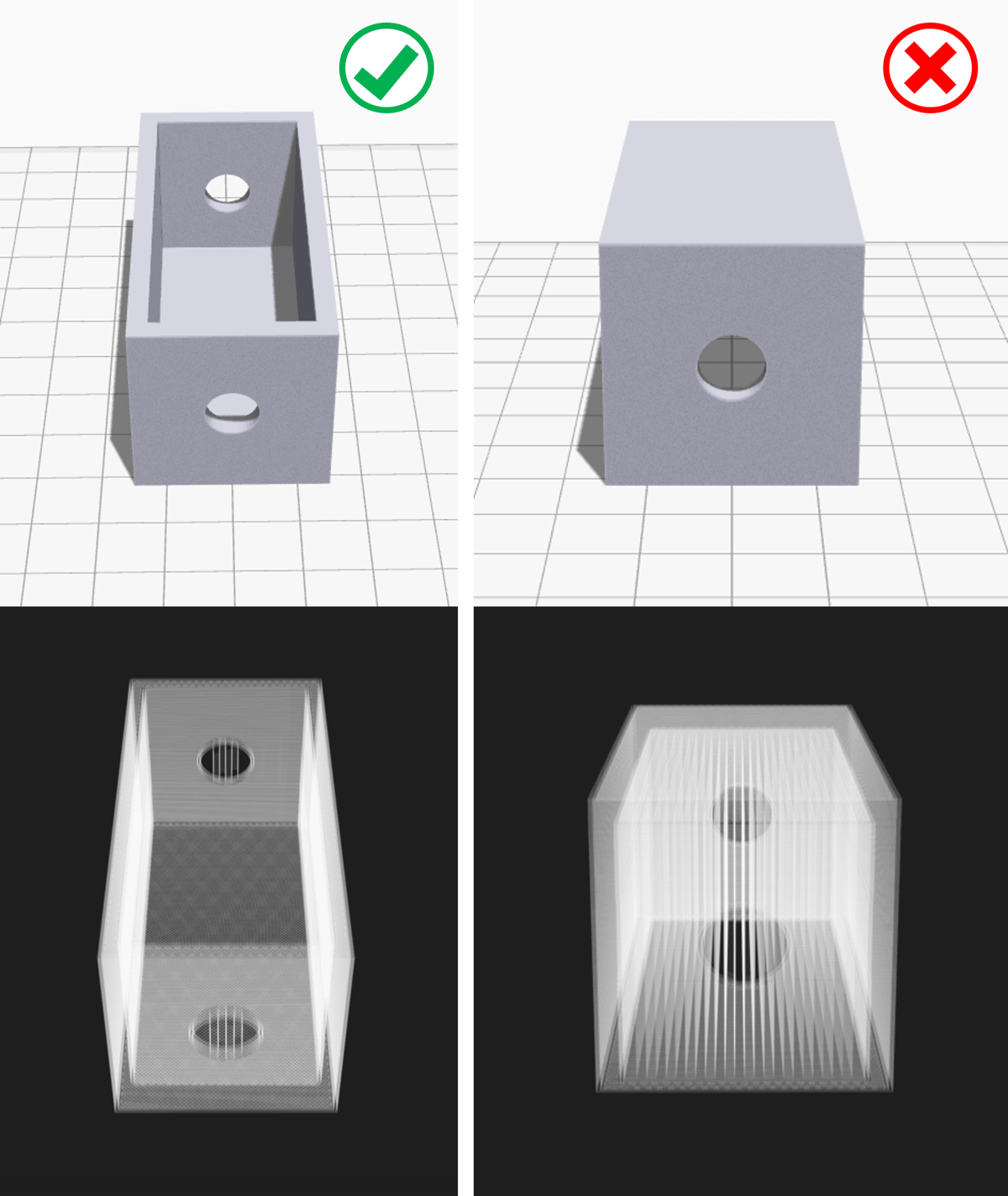
Às vezes, minimizar as estruturas de suporte necessárias é tão fácil quanto reorientar o modelo na mesa de impressão. Por exemplo, é muito melhor imprimir a caixa aberta mostrada abaixo com a face aberta para cima.
Considere o exemplo desta estatueta humana, por exemplo.
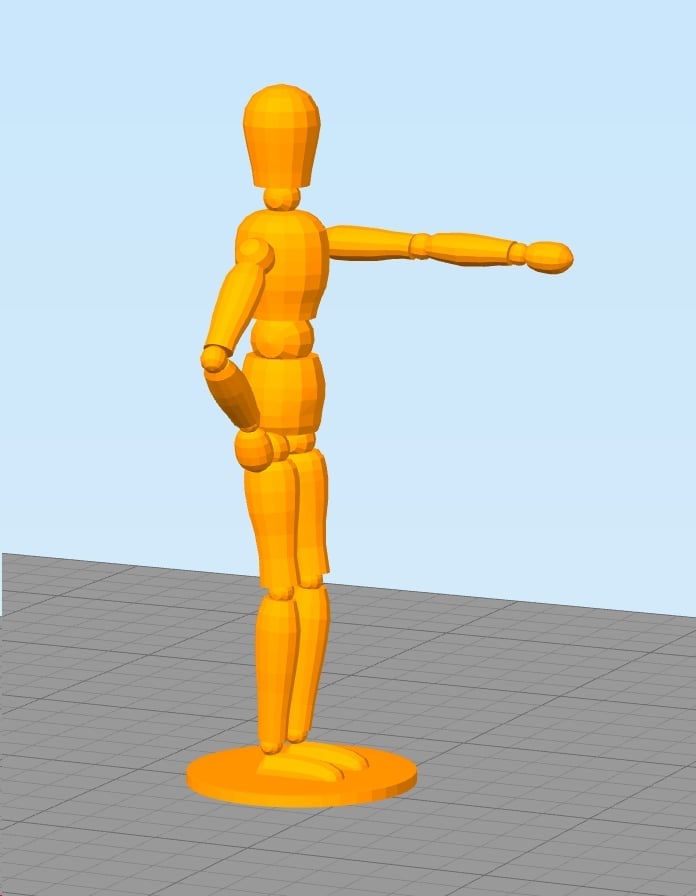
Se você imprimir o modelo como está, precisaremos apoiar o braço esquerdo. É basicamente uma longa saliência com um ângulo de 90 graus.
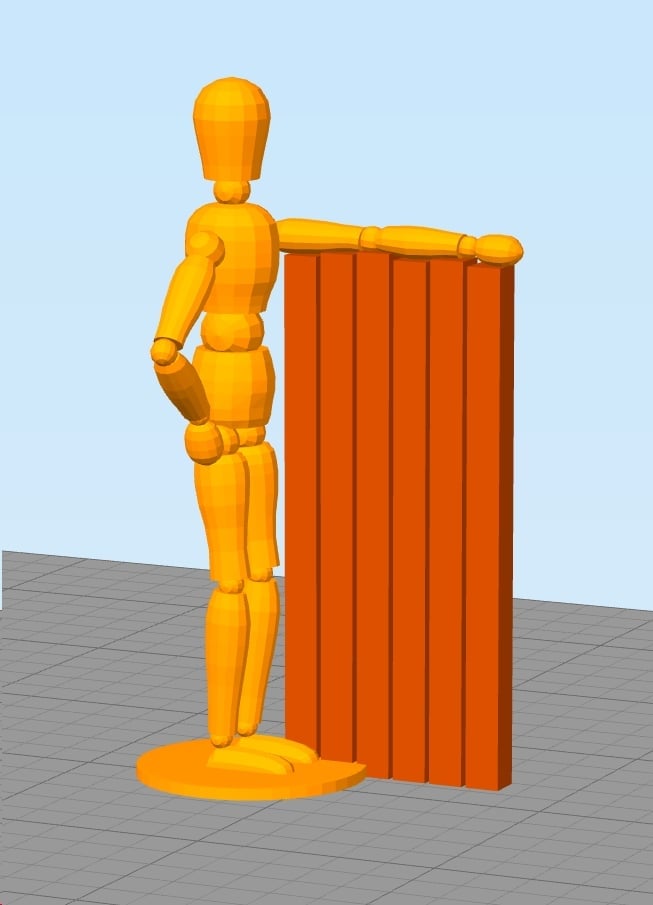
Ao remover os suportes, é provável que fiquem manchas na parte inferior do braço. Para evitar isso, você pode girar o modelo inteiro em 45 graus e adicionar apenas o suporte para a base. A qualidade da base do modelo não importa muito. Dessa forma, você pode imprimir o modelo com menos estruturas de suporte e evitar danos ao braço esquerdo.
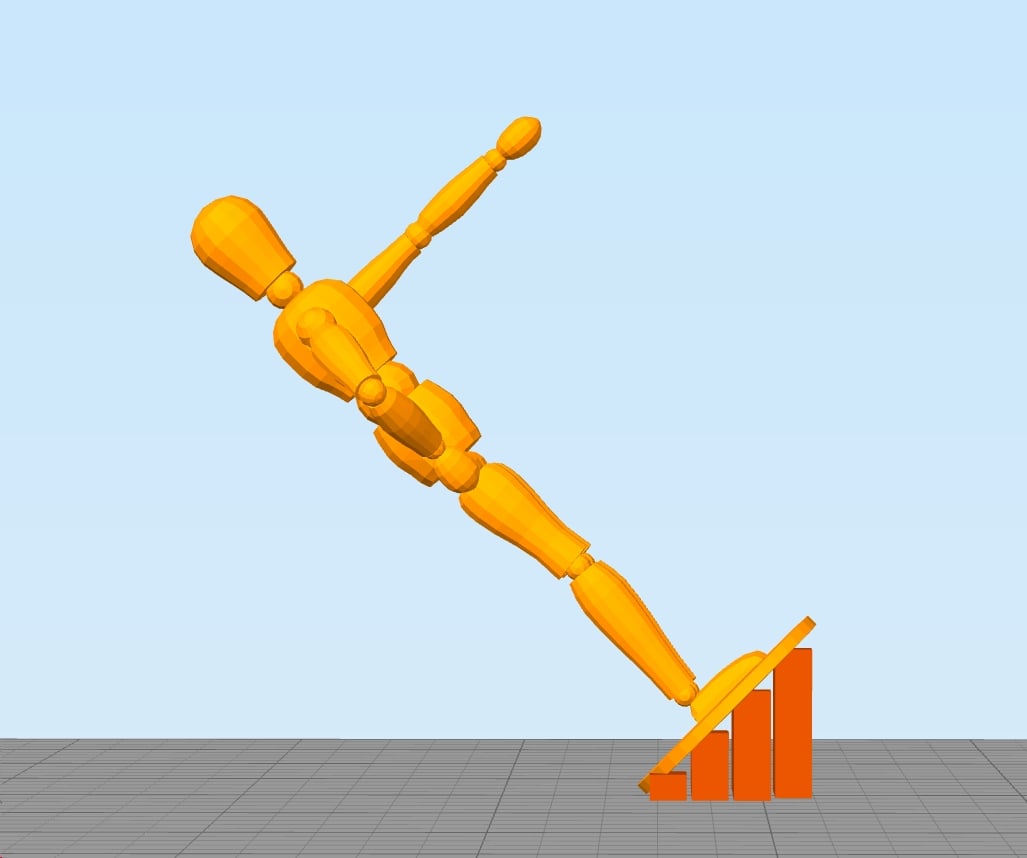
Este modelo é, obviamente, apenas uma demonstração. Fabricantes mais experientes entre vocês verão as pequenas “ilhas” no joelho, nas nádegas e na cabeça, onde a cabeça de impressão se projetaria para o nada, resultando em uma impressão bastante feia. É claro que essas ilhas também precisariam de suporte para evitar isso.
Saliências e pontes sem suporte
Nas seções anteriores, enfatizamos que você deve tentar minimizar o uso de estruturas de suporte sempre que possível. No entanto, isso implica que você frequentemente estará pisando em território perigoso, onde há risco de instabilidade do modelo. Para minimizar esse risco, aqui estão algumas dicas gerais.
- Certifique-se de que sua impressora 3D esteja calibrada corretamente.
- Certifique-se de resfriar o material de impressão o mais rápido possível. Quanto mais tempo o material levar para esfriar, maior a probabilidade de a ponte ou a saliência se deformarem ou falharem. Use os ventiladores de resfriamento das camadas de forma agressiva. Além disso, reduza as temperaturas de impressão o máximo possível.
- Reduzir a velocidade de impressão também ajuda a resfriar e auxilia especialmente na impressão de pontes mais longas e saliências complicadas.
- Se possível, tente usar a menor espessura de camada. Menor espessura de camada significa menos massa depositada em cada passagem da cabeça de impressão. Isso também ajuda a resfriar o material mais rapidamente.
Configurações do Cura
Às vezes, é impossível evitar estruturas de suporte. Mas mesmo neste caso, você deve se esforçar ao máximo para garantir que elas sejam estáveis, facilmente removíveis, não desperdicem muito material e não danifiquem a superfície do modelo.
Seu software de fatiamento oferece diversas maneiras adicionais de ajustar os parâmetros de suporte. A maioria dos softwares de fatiamento pode gerá-los automaticamente, mas também oferece um modo manual, onde você pode adicionar ou remover suportes onde quiser. Além disso, o software de fatiamento oferece diversas configurações que controlam os seguintes aspectos:
- Colocação
- Força
- Fácil de remover após a impressão
- Danos à superfície de impressão
Neste artigo, escolhemos focar no Cura, porque ele é um dos segmentadores gratuitos mais populares que existem.
O Cura oferece uma série de configurações relacionadas à estrutura de suporte na seção “Suporte” das “Configurações Personalizadas”. Se você conseguir manipular essas configurações corretamente, é possível criar suportes que atendam à maioria dos requisitos essenciais.
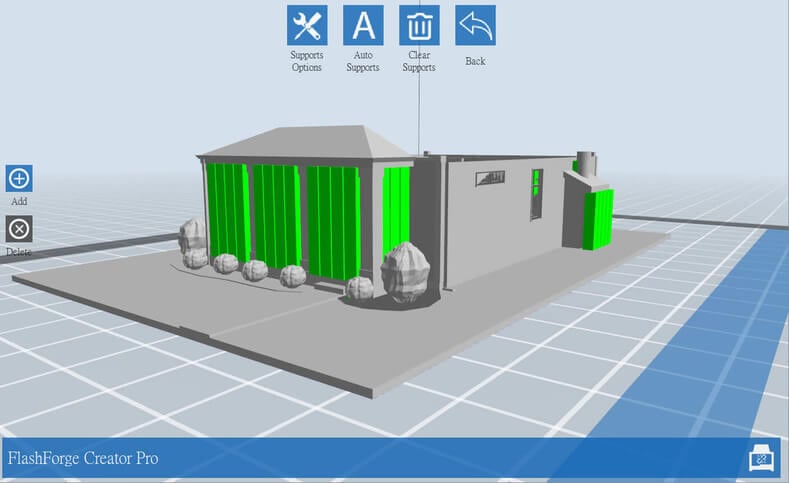
Suportes gerados automaticamente
Vamos começar com o mais importante. Como você verifica se o seu modelo precisa de suporte adicional?
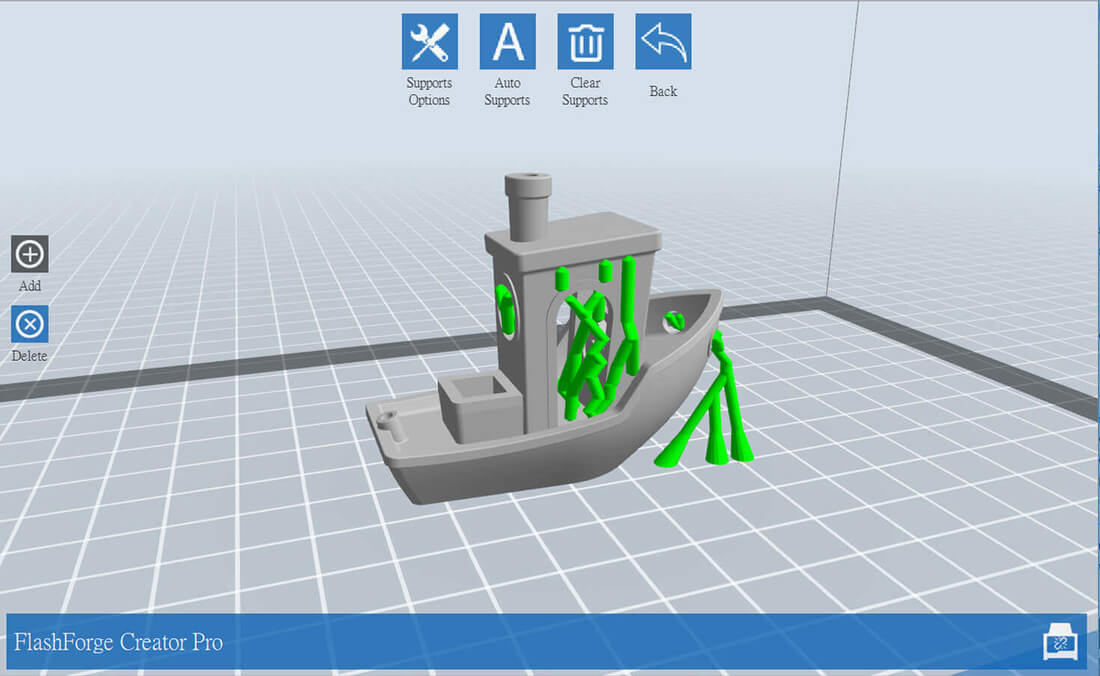
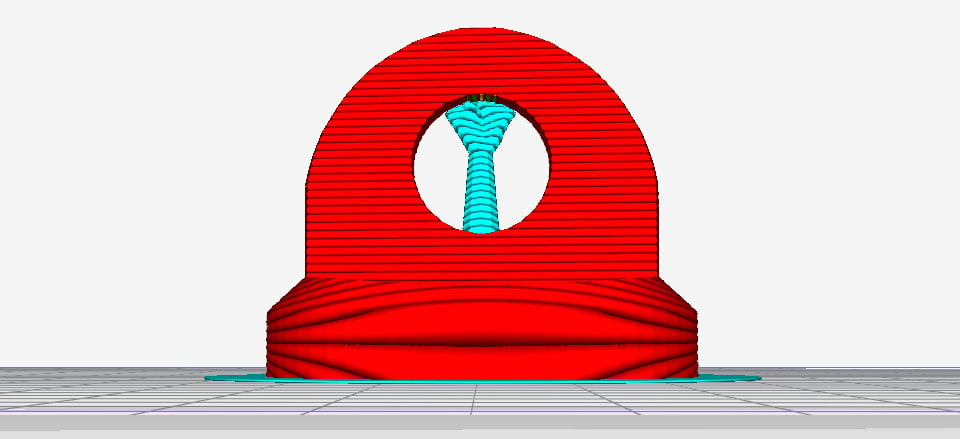
O Cura facilita isso. Depois de importar seu modelo para o Cura e posicioná-lo na placa de construção virtual, observe as seções coloridas em vermelho. Essas são as partes onde o Cura detectou saliências.
Se você vir vermelho na parte inferior da peça onde o modelo toca a placa de construção, não precisa se preocupar com a falta de suporte nessa área. A placa de construção resolverá esse problema. Pequenas áreas vermelhas na parte superior dos furos ou entre duas estruturas são chamadas de pontes, e o Cura também as tratará automaticamente.
Se houver outras partes destacadas em vermelho, você precisa começar a se preocupar. Para começar, você precisa habilitar as estruturas de suporte geradas automaticamente para garantir que essas partes vermelhas possam ser impressas com sucesso. Para isso, basta marcar a caixa de seleção “Gerar Suporte” na seção “Suporte”.
Então, você ativou a estrutura de suporte gerada automaticamente, mas provavelmente não viu nenhuma alteração na visualização do modelo. Isso ocorre porque o Cura não exibe estruturas de suporte na visualização padrão “Sólido”. Para ver os suportes gerados, alterne para a visualização “Camada”. O material de suporte (linhas e volume) será exibido em azul-petróleo. Mova o controle deslizante de camadas para cima e para baixo para ver onde o suporte é adicionado ao modelo.
Suporte em forma de árvore ou linear
O Cura gera estruturas de suporte em treliça por padrão. Na versão 3.2 beta, o Cura introduziu a possibilidade de usar suportes em forma de árvore em vez dos suportes em treliça padrão.
Colocação da Estrutura de Suporte
Ao ativar a estrutura de suporte, uma configuração chamada “Posicionamento” aparece automaticamente na seção “Suporte”. A configuração “Posicionamento” permite controlar de forma aproximada o posicionamento da estrutura de suporte. Há duas opções: “Em todos os lugares” e “Tocando a placa de construção”. “Em todos os lugares” é a opção selecionada por padrão.
Quando a opção “Em todos os lugares” é selecionada, o Cura 3D tenta construir estruturas onde quer que sejam necessárias. Isso significa que você não só terá estruturas de suporte erguidas na placa de construção, mas também aquelas que usam parte do modelo como base. Esta é uma opção razoável na maioria dos casos, pois garante que todas as áreas instáveis tenham o suporte necessário.
No entanto, se a opção “Em todos os lugares” for selecionada para modelos muito complexos, o modelo poderá ficar completamente envolto em material de suporte. Se não quiser isso, basta alterar a configuração de posicionamento para “Encostando na placa de construção”. Isso criará suportes sob as seções salientes do modelo, apenas entre a placa de construção e o modelo.
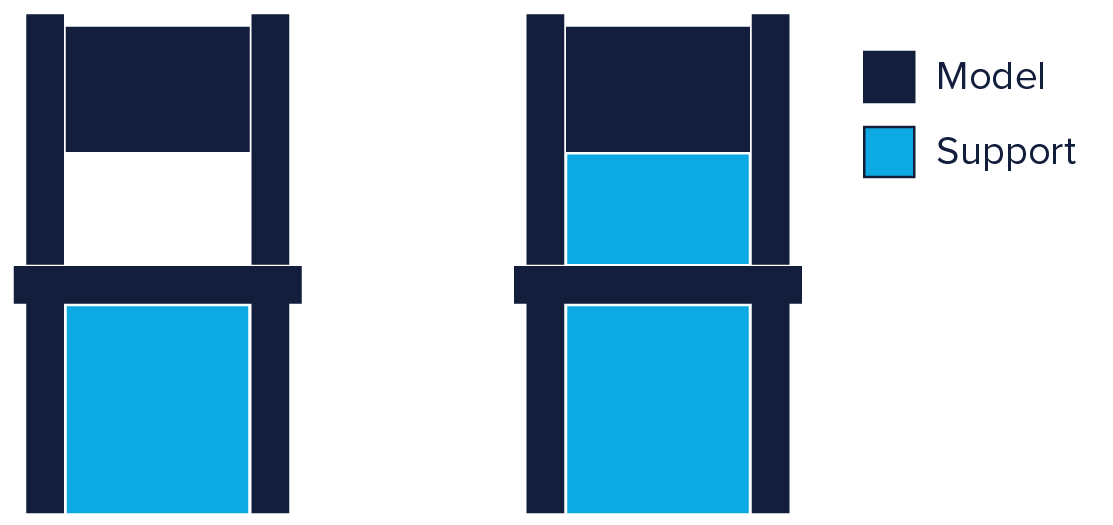
Habilitar telhado de suporte
Como a saliência do modelo é impressa sobre as estruturas de suporte, nem sempre se obtém o melhor acabamento superficial para essas peças. A configuração “Habilitar Telhado de Suporte” pode ajudar com isso.
Um telhado de suporte é uma camada densa na parte superior da estrutura de suporte que não compromete muito o acabamento superficial das saliências. Ao habilitar essa configuração no Cura 3D usando a caixa de seleção, você obterá uma melhor qualidade de acabamento. Mas essa melhoria tem um custo, pois essa opção torna as estruturas de suporte mais difíceis de remover do que o normal. Use esta opção somente se o acabamento superficial da parte saliente for crítico para a função da peça acabada.
Configuração de distância X/Y
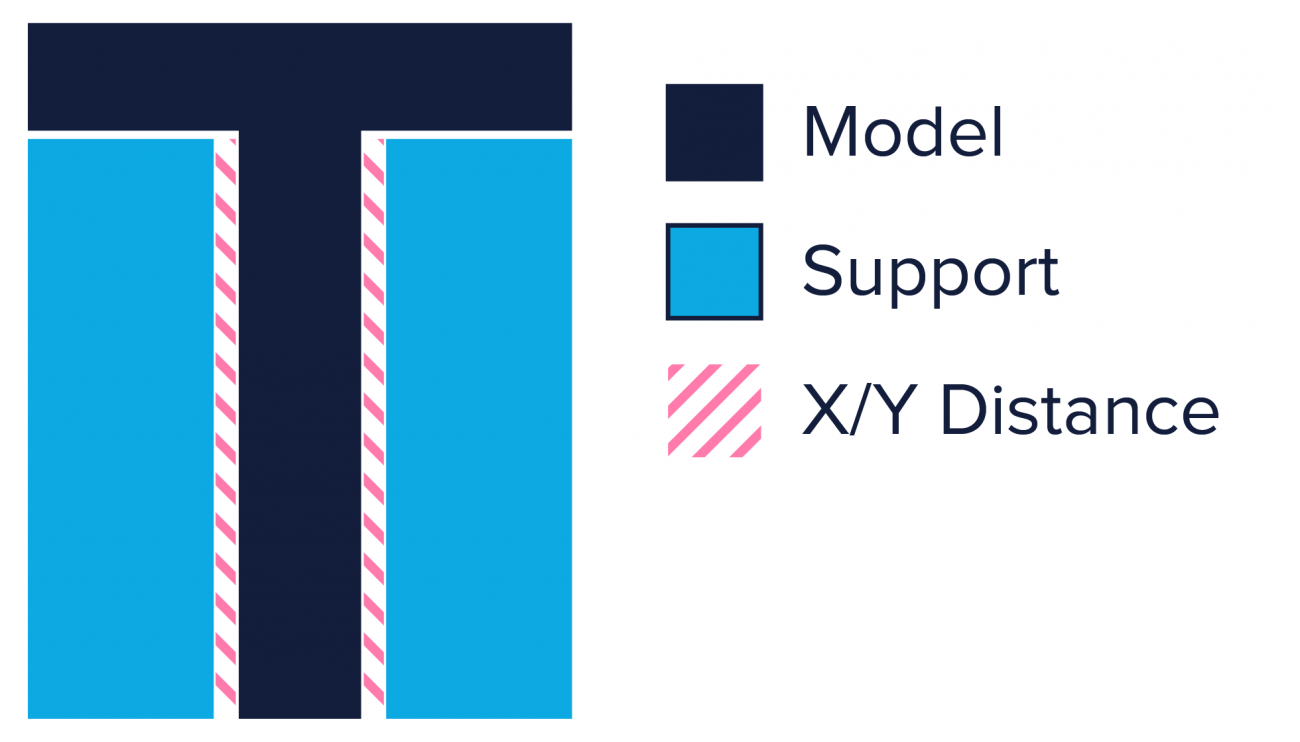
Às vezes, os suportes são construídos muito próximos da parede externa do modelo, deixando marcas em sua superfície externa. Você pode evitar que isso aconteça usando a configuração oculta Distância X/Y do Suporte na seção Suporte.
A configuração Distância X/Y do Suporte no Cura controla essencialmente a distância mínima permitida entre as paredes verticais do modelo e uma estrutura de suporte no plano X/Y. Se as estruturas de suporte estiverem danificando as paredes ou grudando nelas, você pode aumentar o valor em incrementos de 0,2 mm até que as paredes fiquem lisas. No entanto, certifique-se de que não haja pequenas saliências saindo das paredes externas que ficarão sem suporte se você aumentar um pouco a distância entre o suporte e as paredes.
Configuração de distância Z
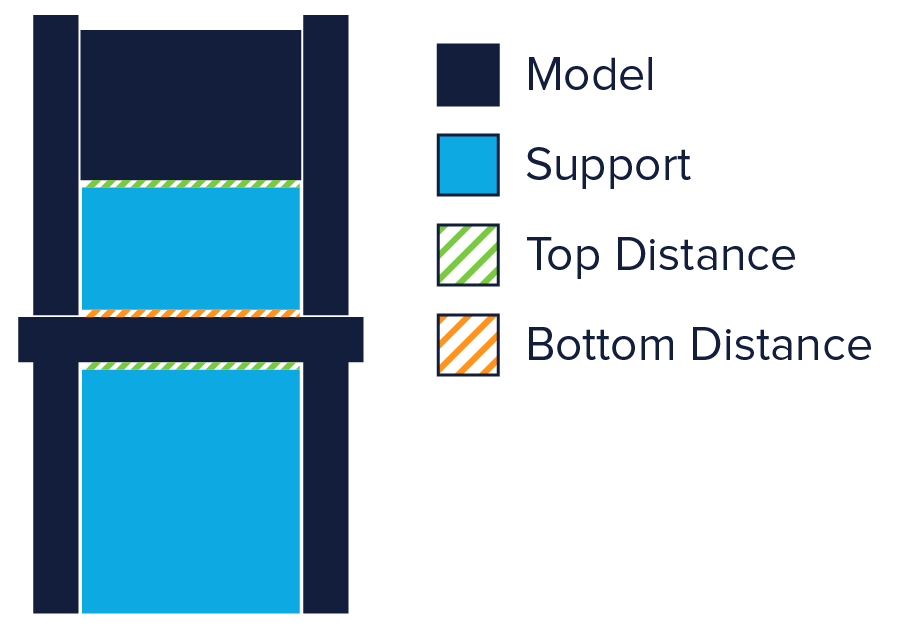
Para que o material de suporte se desprenda completamente sem separar as camadas do modelo, a conexão entre o material de suporte precisa ser mais fraca do que a conexão entre as camadas do modelo. O Cura cria essa conexão mais fraca deixando um espaço entre a parte superior e inferior da estrutura de suporte e o modelo – esse espaço é conhecido como distância Z.
Você pode facilitar a remoção das estruturas de suporte controlando as configurações ocultas de distância Z na seção “Suporte”. O valor padrão dessa configuração é o mesmo da altura da camada. Portanto, se a altura da camada for 0,1 mm, a distância Z padrão também será 0,1 mm.
Se o material de suporte for difícil de separar do modelo, aumente esse valor em incrementos da altura da camada até que ele se solte completamente. O Cura pode adicionar ou não suporte em qualquer camada. Infelizmente, não existem “meias camadas de suporte”. Portanto, se uma configuração de distância Z de 0,2 mm para uma impressão com altura de camada de 0,1 mm for muito alta e a distância Z de 0,1 mm não for suficiente, você não terá mais opções de distância Z.
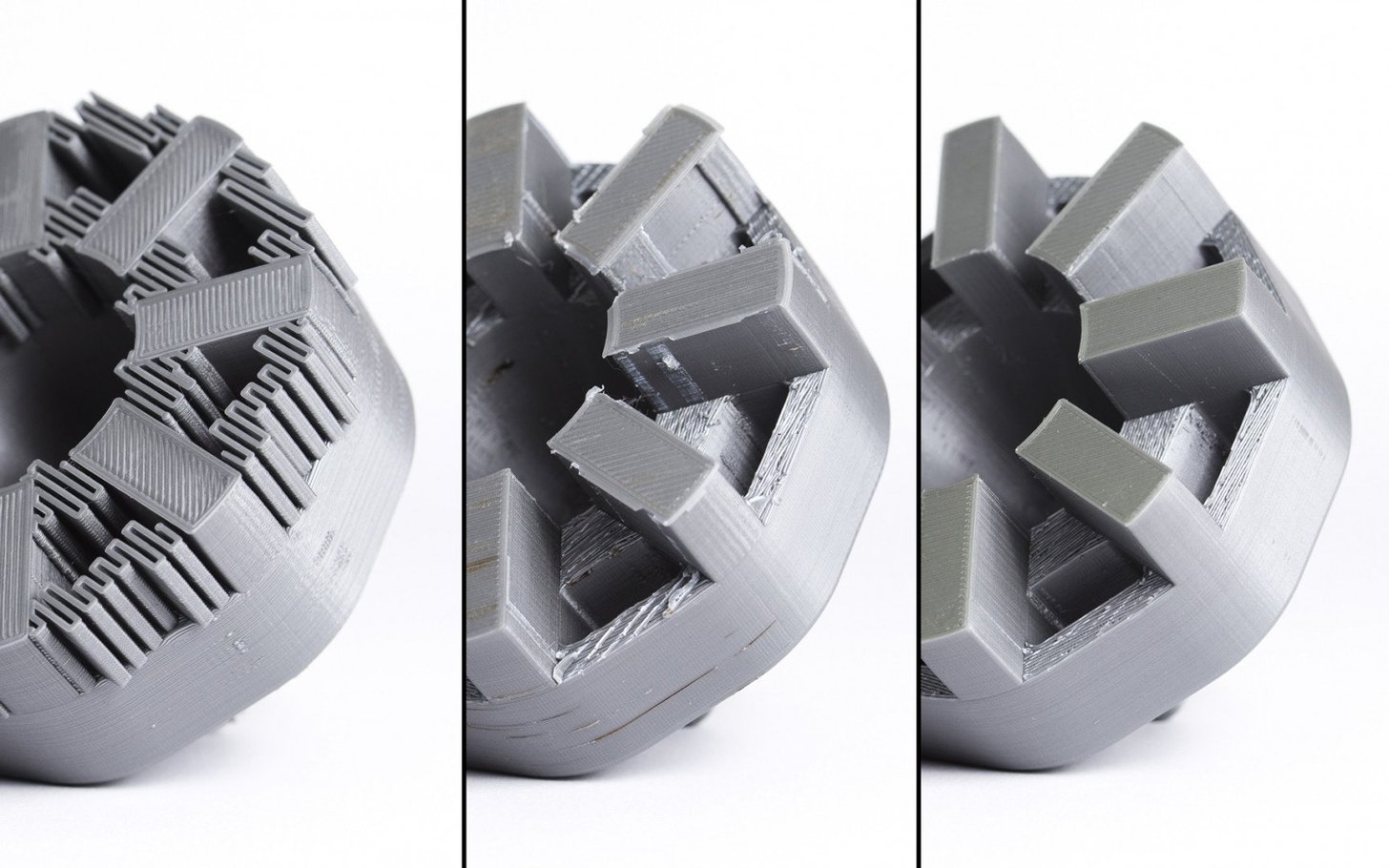
Tipos de suporte
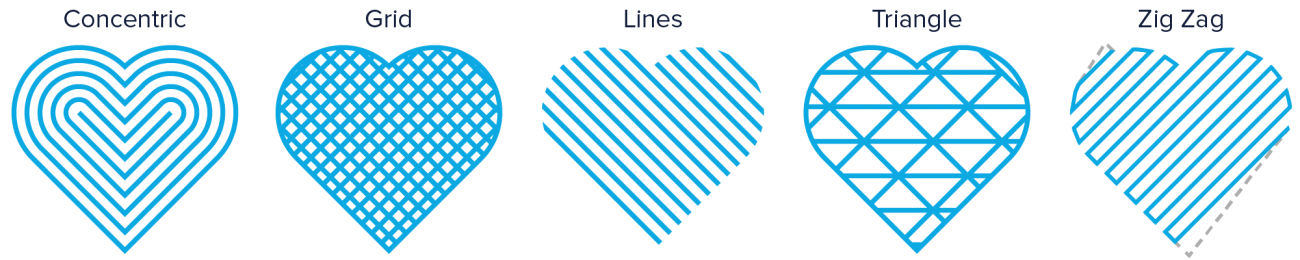
O Cura gera material de suporte para impressão 3D em um dos sete padrões. Você pode alterar o padrão usando uma configuração oculta chamada Padrão de Suporte na seção Configurações.
Na maioria dos casos, o padrão padrão, “Zig Zag”, gera o melhor equilíbrio entre resistência e facilidade de remoção. As outras opções de padrão são “Triângulos”, “Linhas”, “Grade”, “Concêntrico”, “3D Concêntrico”, “Cruz” e, claro, suporte em árvore. Se não estiver satisfeito com o padrão padrão, você pode experimentar as outras opções. Cada uma delas proporcionará um equilíbrio diferente entre resistência e facilidade de remoção. O feedback da comunidade sobre qual estratégia funciona melhor tem sido misto, pois depende da geometria da peça e dos requisitos individuais.
Este artigo foi inicialmente publicado por All3DPrint.