Skip to content
Skip to content

Então você já tem sua impressora 3D há algum tempo. Você nivelou a cama e mexeu nas configurações do fatiador, mas agora quer ir além. É hora de entrar no código G e ajustar o próprio código que diz aos seus motores como se mover.
Calibrar sua impressora 3D garante que todas as impressões sejam iguais, sempre. Embora você possa precisar investir um pouco de tempo ajustando a primeira camada, os motores de passo e as configurações do filamento, com certeza valerá a pena em termos de qualidade de impressão. Com apenas alguns ajustes, você pode otimizar as habilidades da sua impressora.
Neste artigo, vamos mergulhar no código e calibrar nossas configurações para obter impressões cada vez mais perfeitas.
01. Discagem na primeira camada
Como base, uma boa primeira camada é crucial para obter uma bela impressão. Se o bico estiver muito perto da cama, sua primeira camada será esmagada e possivelmente destruída, o que significa que você terá que descartá-la. Por outro lado, se o bico estiver muito longe da cama, a impressão não terá aderência e provavelmente falhará.
Você pode melhorar sua primeira camada ajustando o deslocamento Z. Este é um valor que essencialmente informa à sua impressora a que distância mover o eixo Z dos endstops Z – em outras palavras, da cama.
O objetivo, em poucas palavras, é que sua primeira camada grude perfeitamente na cama. Se você perceber que sua primeira camada está esmagada ou o bico está cavando nela, você deve aumentar o deslocamento Z. Por outro lado, se sua primeira camada estiver descascando da cama, você desejará diminuir o deslocamento Z.
Antes de fazer qualquer alteração no deslocamento Z, no entanto, você deve limpar completamente a superfície de impressão usando álcool isopropílico (dependendo do material da cama) para remover qualquer poeira, detritos ou óleos deixados na superfície de impressão devido à remoção de peças anteriores. Isso garantirá absolutamente que você está lidando com um problema de deslocamento Z e não com um problema de adesão de impressão ao calibrar.
02. Calibrando os motores de passo
As impressoras 3D usam motores de passo, que giram em pequenos passos para mover os eixos ou a extrusora a uma certa distância. Por exemplo, se uma rotação for de 100 passos, o motor deve girar 50 passos para girar metade de uma rotação. Isso permite um controle preciso da rotação.
Para uma impressora 3D, calibrar seus motores de passo envolve determinar as relações entre passos e distância. Para calibrar a extrusora, você precisará certificar-se de que sua impressora 3D está extrudando a quantidade certa. Para fazer isso, você terá que enviar alguns comandos de código G para sua impressora.
Antes de calibrar seus motores de passo, porém, você deve verificar as correias. Um cinto solto pode e vai causar inconsistências em suas impressões e atrapalhar qualquer tentativa de calibração. A maioria das impressoras 3D terá correias ao longo dos eixos X e Y. Certifique-se de que eles estejam devidamente apertados antes de prosseguir.
Quando se trata de comandos de código G, o Pronterface é uma boa opção que permite enviar código G diretamente do seu PC para a sua impressora 3D, geralmente através de uma conexão USB com fio; Existem alternativas também. Você pode aprender mais sobre eles, bem como os fundamentos do código G, em nosso guia sobre comandos de código G da impressora 3D.
Passo 1: Prepare seus valores
Nesta etapa, compararemos as configurações da impressora com a forma como ela realmente imprime. Se houver uma discrepância, faremos alguns cálculos para corrigi-la.
- Primeiro, recupere as configurações da sua impressora enviando o comando . Parte da saída deve ser semelhante à seguinte: M92 X100.00 Y100.00 Z400.00 E140.00
- Anote esses valores. Os três primeiros correspondem ao número de passos que os motores de passo levam para se mover um milímetro nas direções X, Y e Z, respectivamente. Não estamos preocupados com eles no momento, mas precisaremos deles mais tarde. No momento, nos preocupamos com o último valor, que é o número de passos que o motor da extrusora leva por milímetro de filamento extrudado. Chamaremos esse número de A.
- Em seguida, insira um pouco de filamento e faça uma marca cerca de 50 mm acima do topo da extrusora. Meça o valor exato com paquímetros e anote-o. Vamos chamar esse número de B.
- Em seguida, extrude 10 mm de filamento e meça novamente a distância do topo da extrusora até o ponto marcado. Se chamarmos esse valor de C, então B – C é a quantidade de filamento que foi extrudado.

Processamento de números
Se B – C = 10 mm, então a extrusora já está calibrada corretamente! Caso contrário, precisamos atualizar os passos da extrusora por milímetro.
Calcule o valor D = 10*A / (B – C). Este é o novo número de passos por milímetro para a extrusora. Para obter melhores resultados, pode ser útil repetir o processo de medição de D várias vezes e, em seguida, obter a média. Isso também ajudará a compensar pequenos erros de medição.
Etapa 2: calibre sua extrusora de impressora 3D
Para realizar a calibração, você precisa informar à impressora o novo valor:
- Envie o comando para a impressora. Embora esse comando informe à impressora o novo valor, ele não o salva. M92 E[D]
- Envie o comando para salvar o novo valor. M500
Agora, a extrusora deve ser calibrada corretamente.
Exemplo
Vamos supor que antes de nossa extrusão de teste, medimos a distância entre o ponto marcado e o topo da extrusão em 53,10 mm e, após a extrusão de teste, medimos a distância em 42,80 mm. Então B – C = 10,30 mm.
Se o número original de passos por milímetro para a extrusora fosse 140, calcularíamos 10*140 / 10,30 = 135,92 e enviaríamos o comando. M92 E135.92
Dicas
Nesse caso (e posteriormente, quando você calibrar os eixos), não espere que seus resultados sejam perfeitos. É provável que haja variação depois de confirmar que sua calibração está correta, mas desde que você esteja bem próximo (dentro de alguns por cento) do valor desejado, sua impressora deve estar bem calibrada.
Etapa 3: calibre os eixos da impressora 3D
Depois de calibrar a extrusora, também é importante calibrar os eixos da impressora. Calibrar os eixos é semelhante a calibrar a extrusora, mas requer que você realmente imprima algo.
Lembre-se de que a calibração da extrusora deve sempre ser feita antes dos eixos, pois o primeiro pode afetar o tamanho dos objetos impressos. Como a calibração dos eixos envolve a medição de impressões, você deve certificar-se de que a extrusora esteja ajustada com antecedência.
Para a calibração dos eixos, você pode imprimir um pequeno cubo, por exemplo. Projete você mesmo um no software CAD de sua escolha, como o OpenSCAD, ou confira os modelos em Os melhores cubos de calibração de impressora 3D em 2024.
Como fazer isso
Depois que o cubo terminar de imprimir, meça cada dimensão. Para cada eixo, repita o cálculo que você fez para a extrusora, D = 10*A / (B – C), mas substitua as variáveis da seguinte forma:
- (B – C) com sua medição
- O número 10 com o valor alvo dessa medida
- A com o valor M92 para esse eixo (ou seja, os valores que você anotou na Etapa 1 após enviar o comando M503)
Em seguida, envie os comandos M92 apropriados para a impressora, substituindo novamente E pela letra correspondente ao eixo que você precisa definir.
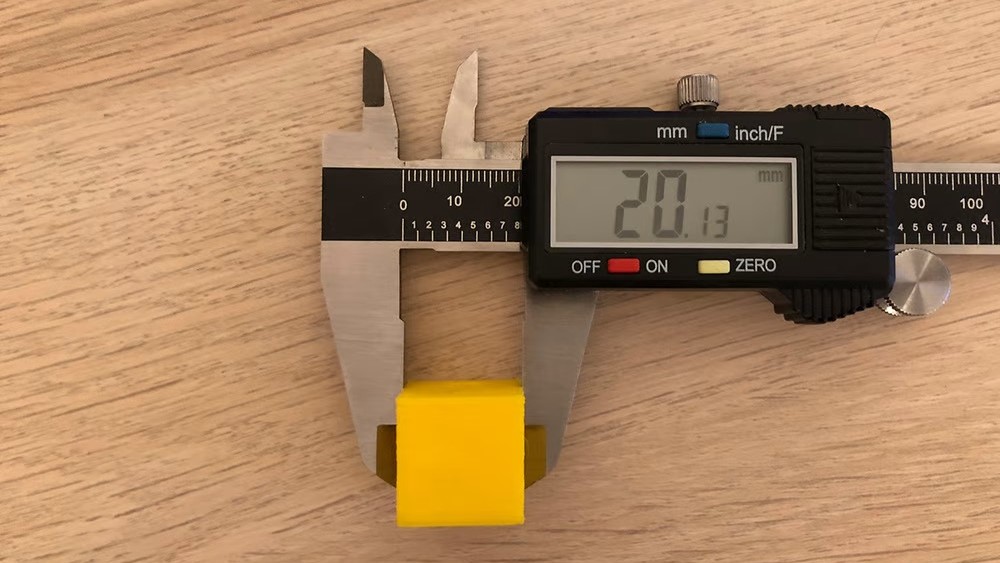
Exemplo
Suponha que nosso cubo deva ter 20 mm de cada lado, mas medimos 20,30 mm na direção X. Se nosso valor M92 para X fosse definido como 100,00, atualizaríamos esse valor enviando o comando à nossa impressora porque 20*100 / 20,30 = 98,52. M92 X98.52
Dicas
Tal como acontece com a extrusora, ajuda a fazer várias medições e obter sua média. Nesse caso, no entanto, você não precisa imprimir vários objetos. Você pode simplesmente medir o cubo em diferentes posições (ao longo do mesmo eixo).
03. Ajuste fino das configurações do filamento

Cada rolo de filamento é diferente. Plásticos de diferentes fabricantes, e até mesmo cores diferentes do mesmo material, têm propriedades diferentes.
Para obter as melhores impressões possíveis, você precisará ajustar as configurações do filamento. Normalmente, você pode obter boas impressões apenas usando as configurações recomendadas pelo fabricante.
Para obter melhores resultados, no entanto, além de garantir que o material esteja seco, você deve seguir estas etapas toda vez que abrir um novo rolo de filamento.
Passo 1: Meça seu filamento
O diâmetro de um rolo de filamento geralmente difere do diâmetro relatado pelo fabricante em até alguns por cento. A tolerância em diâmetro geralmente é impressa no carretel. Portanto, é importante usar paquímetros para medir o diâmetro real do filamento:
- Meça seu filamento em alguns (pelo menos três) lugares ao longo do carretel.
- Faça a média de suas medições.
- Insira esse resultado como o diâmetro do filamento em seu fatiador.
Acertar esse número é importante porque ajuda a garantir que sua impressora extrude a quantidade certa de filamento.
Etapa 2: encontre a temperatura de impressão correta
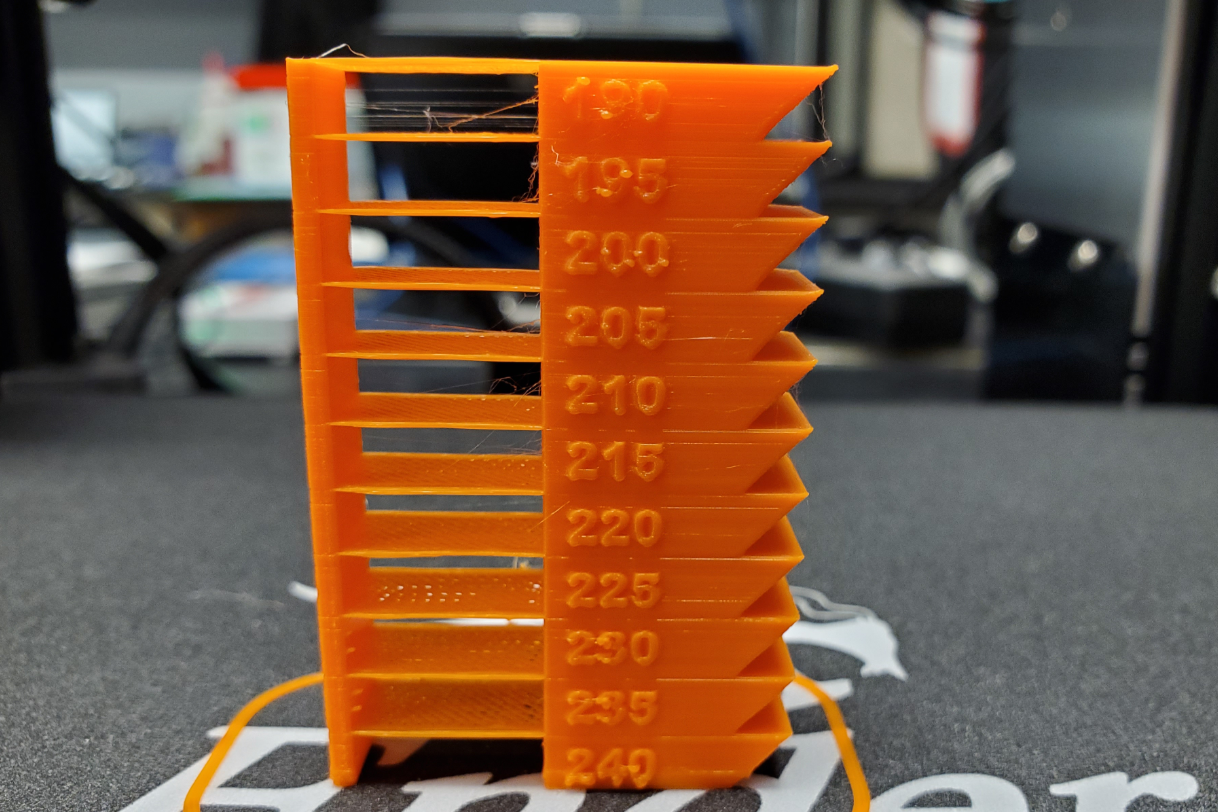
Você pode encontrar a temperatura certa para imprimir imprimindo uma “torre de temperatura”. Existem muitas opções diferentes disponíveis online, mas a ideia básica é a mesma para todas elas. Eles são separados em blocos em diferentes alturas, e cada bloco deve ser impresso em uma temperatura diferente. Ao analisar os blocos após a impressão, você pode determinar a melhor temperatura para imprimir seu material.
A maioria das segmentações de dados modernas permite que você faça alterações no código G diretamente no próprio programa (sempre há exceções, no entanto). Veremos dois métodos sobre como encontrar a temperatura certa. Primeiro, vamos supor que seu programa de segmentação permite alterações no código G. Depois disso, examinaremos uma abordagem mais prática, onde nós mesmos mudaremos o código G.
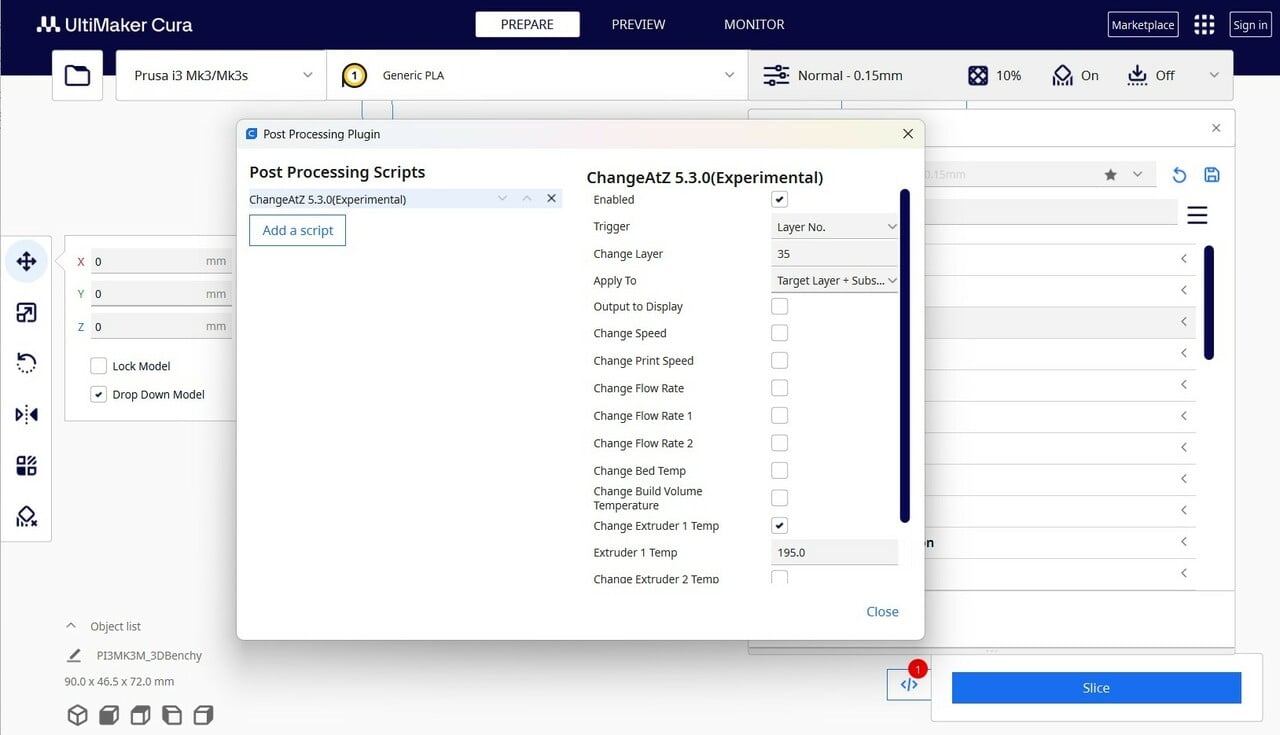
Examinaremos os procedimentos no UltiMaker Cura (versão 5.3) e passaremos pelo processo de testar diferentes temperaturas de bico na mesma impressão. Outras segmentações provavelmente terão uma configuração muito semelhante, embora nomes ou caminhos possam ser ligeiramente diferentes.
Método 1
- Primeiro, corte sua torre de temperatura e descubra quais alturas de camada você precisa para alterar a temperatura do bico. Para o nosso exemplo, mudaremos a temperatura do bico a cada 35 camadas.
- Na barra de ferramentas superior, clique em “Extensões > pós-processamento > modificar o código G”.
- Clique em “Adicionar um script” e selecione “ChangeAtZ 5.3.0 (Experimental)”.
- Altere o “Gatilho” para “Camada No.” e insira a camada de sua primeira mudança de temperatura (camada 35 em nosso exemplo).
- Marque a caixa ao lado de Alterar Temperatura da Extrusora 1 e insira a mudança de temperatura desejada (dependendo da torre ou teste que você deseja fazer, isso pode ser uma diferença de 5 graus).
- Repita esse processo, adicionando um novo script para cada mudança de temperatura desejada em seu modelo. Você sempre pode dividir seu modelo e rolar pela visualização de altura da camada para encontrar a próxima altura da camada de mudança de temperatura para seu modelo de teste.
- Depois de configurar todas as mudanças de temperatura, envie o arquivo para a impressora e comece a imprimir sua torre!
Método 2
- Primeiro, determine a altura de cada bloco. Chame esse número de H, para que os diferentes blocos comecem na altura 0, H, 2H, 3H e assim por diante.
- Em seguida, abra seu arquivo de código G no editor de sua escolha. Você deseja procurar comandos que informem à impressora como mover, que começam com . Seu arquivo de código G conterá um número enorme deles.
G1 - Encontre o primeiro comando de código G do formulário . (Também pode conter movimentos X e Y.)
- Antes desta linha, insira a linha onde T é a temperatura do bloco que começa na altura H.
- Repita isso para cada bloco, com a temperatura apropriada.
- Quando terminar, imprima o arquivo de código G atualizado.
Exemplo
Se os blocos tiverem alturas de 1 cm (10 mm) e as temperaturas passarem de 185 °C a 220 °C em incrementos de 5 °C, você deverá encontrar o primeiro comando contendo (o primeiro comando que leva o hot end a uma altura de 10 mm). Imediatamente antes desta linha, você deve definir o hot end para 190 °C inserindo a linha.
Passos finais
Depois de imprimir uma torre de temperatura, examinar os diferentes blocos permitirá que você determine a melhor temperatura para imprimir seu material. Basta escolher a temperatura que parece melhor. Defina isso como a temperatura de impressão em seu fatiador e você está pronto para começar!
Impressoras de calibração automática

À medida que as impressoras 3D continuam a evoluir, com novas tecnologias e avanços sendo introduzidos, mais e mais desses processos demorados estão sendo tratados diretamente pelas próprias máquinas. Isso tornou a impressão 3D um hobby muito mais amigável para iniciantes, pois os novos fabricantes podem pegar dispositivos que são menos um brinquedo de consertador e mais um aparelho.
Uma das primeiras impressoras 3D a aparecer nesta categoria semelhante a um aparelho foi a Bambu Lab X1. O nivelamento automático da cama já se tornou um recurso popular entre a comunidade, no entanto, muitos fabricantes ainda precisavam fazer calibrações demoradas em suas impressoras para obter impressões decentes.
O X1, juntamente com o restante da linha de impressoras 3D P1 (P1P e P1S) e A1 da Bambu Lab, vem com uma série de sensores que calibram tudo automaticamente, desde deslocamento Z e taxa de alimentação de filamento até configurações por material e até compensação de vibração para reduzir o ruído de impressão. Isso essencialmente cria uma experiência de impressão 3D plug-and-play. Embora alguns desses avanços possam ser atribuídos ao hardware inteligente das impressoras Bambu Lab, isso não teria sido possível sem o firmware Klipper em rápida evolução.
O Klipper é um firmware poderoso que permite cálculos mais precisos, resultando em impressões de melhor qualidade e velocidades de impressão mais rápidas. Embora o Bambu Lab baseie todas as suas impressoras 3D em uma variante Klipper, existem muitas impressoras 3D que usam o firmware de código aberto, juntamente com sensores inteligentes, para oferecer uma experiência semelhante. O K1C da Creality e o Q1 Pro da Qidi Tech são ótimos exemplos de impressoras 3D que requerem pouca ou nenhuma entrada do usuário durante a calibração, com tensionamento automático da correia, avanço de pressão (ou linear) e modelagem de entrada presentes.
Se você não gosta da ideia de calibrar manualmente sua impressora 3D, terá muito mais prazer com uma dessas opções.
Um pouco mais de tortura

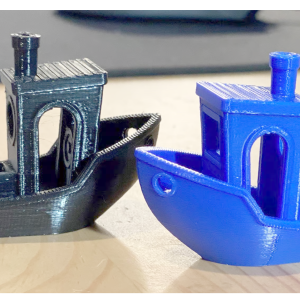
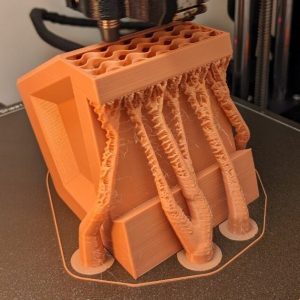
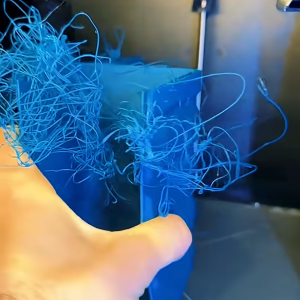
Descrevemos as principais maneiras de calibrar as configurações da sua impressora e algumas configurações do slicer para o seu filamento. No entanto, também existem muitas outras configurações que você pode alterar para melhorar suas impressões. Para obter uma visão geral do que uma impressora é boa e não tão boa em fazer, as pessoas costumam usar “testes de tortura”. Imprimir e aperfeiçoar essas impressões pode ajudar em áreas problemáticas, como pontes e saliências. Eles também são úteis para diagnosticar uma variedade de problemas.
Embora o teste de tortura mais popular seja o 3DBenchy (geralmente chamado apenas de “Benchy”), você pode encontrar muitos outros pesquisando testes em seu site STL favorito. Não entraremos em detalhes aqui porque cada teste de tortura é um pouco diferente, mas a maioria vem com instruções sobre como diagnosticar problemas e pontos de falha.
Este artigo foi inicialmente publicado por All3DP.